

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Transmissions-<br />
Laserstrahlschweißen<br />
Zwei Teile, von denen eines aus einem durchlässigen Material<br />
bestehen muß, werden mit Laserlicht verschweißt, wodurch<br />
beide Materialien an den Grenzflächen verschmolzen werden.<br />
Das Wort «LASER» ist ein Akronym und steht für:<br />
Light Amplification by the Stimulated Emission<br />
of Radiation<br />
(Lichtverstärkung durch angeregte Strahlungsemission)<br />
Das Laserkonzept wurde erstmals 1917 von Albert Einstein<br />
eingeführt, doch erst 1960 stellte Edward Teller den ersten<br />
Laser her. In nur 40 Jahren sind Laser zu einem Teil unseres<br />
alltäglichen Lebens geworden – in Druckern, CD-Playern,<br />
Barcode-Scannern, in der Chirurgie und in Kommunikationsgeräten.<br />
Ein Laser erzeugt und verstärkt einen intensiv gebündelten<br />
Strahl aus kohärentem Licht. Elektronen emittieren Strahlung<br />
und normalerweise streut ihr Licht zufällig in beliebige Richtungen.<br />
Das Ergebnis ist inkohärentes Licht – ein Fachbegriff<br />
für ein Gewimmel von Photonen, die sich in alle Richtungen<br />
zerstreuen. Der Trick bei der Erzeugung von kohärentem Licht<br />
liegt darin, die richtigen Atome mit den richtigen inneren<br />
Speichermechanismen zu finden und ein Umfeld zu erzeugen,<br />
in dem sie alle kooperieren, um ihr Licht zur richtigen<br />
Zeit in nur eine Richtung abzustrahlen.<br />
In dem Laser von Ed Teller werden Atome oder Moleküle<br />
eines Rubins in einem sogenannten Laser-Resonator erregt.<br />
Aufgrund von Spiegeln an beiden Enden des Resonators wird<br />
Energie hin und her reflektiert und bei jedem Durchgang aufgebaut,<br />
bis der Prozeß an einem bestimmten Punkt einen<br />
plötzlichen Ausbruch an kohärenter Strahlung erzeugt, da<br />
sich alle Atome in einer schnellen Kettenreaktion entladen<br />
= der Laserstrahl.<br />
Atome verschiedener Materialien erzeugen Laserstrahlen<br />
unterschiedlicher Wellenlängen. Lichtwellenlängen sind<br />
sehr klein und werden gewöhnlich in Nanometern gemessen,<br />
wobei 1 nm = 0,000001 mm ist.<br />
Sichtbare Strahlung (Licht) für das menschliche Auge hat<br />
eine Wellenlänge zwischen 300 nm und 780 nm.<br />
Verschiedene Lasertypen<br />
Einige der herkömmlichsten Laser sind unten aufgelistet:<br />
CO2 Kohlendioxidmoleküle, emittieren Infrarotlicht.<br />
Nd:YAG Neodymium: Yttrium Aluminium Garnet synthetischer<br />
Kristall.<br />
Diode Halbleiter.<br />
Excimer Gasgemisch, emittiert ultraviolettes Licht.<br />
Tabelle 10.01 Verschiedene Lasertypen<br />
CO2 Nd:YAG Diode Excimer<br />
Wellenlänge nm 10,600 1,060 800-1,000 150-350<br />
Leistung KW 45 4 4 1<br />
Effizienz % 10 3 30 1<br />
Ca. Preis $ 30,000* 60,000* 15,000* 120,000*<br />
(*pro 100 W)<br />
138<br />
Laser werden in der Industrie seit einiger Zeit für das Schneiden<br />
von Werkstoffen verwendet. Wenn er Stahl bei sehr hohen<br />
Temperaturen schmelzen kann, so schlußfolgerte man, müsse<br />
ein leistungsschwächerer Laser auch Kunststoffe schneiden<br />
können, ohne die gesamte Probe zu verdampfen. Dann wurde<br />
entdeckt, daß einige Kunststoffe in der Wellenlänge eines<br />
Laserlichts durchlässig erscheinen, während <strong>and</strong>ere die<br />
Energie absorbieren und Hitze erzeugen.<br />
Angesichts dieses Konzepts wurde das Verfahren des Transmissions-Laserschweißens<br />
(TLW) entwickelt.<br />
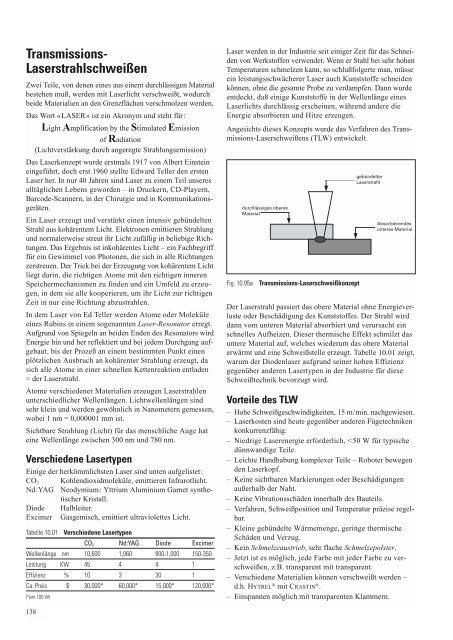
durchlässiges oberes<br />
Material<br />
Fig. 10.95a Transmissions-Laserschweißkonzept<br />
gebündelter<br />
Laserstrahl<br />
Absorbierendes<br />
unteres Material<br />
Der Laserstrahl passiert das obere Material ohne Energieverluste<br />
oder Beschädigung des Kunststoffes. Der Strahl wird<br />
dann vom unteren Material absorbiert und verursacht ein<br />
schnelles Aufheizen. Dieser thermische Effekt schmilzt das<br />
untere Material auf, welches wiederum das obere Material<br />
erwärmt und eine Schweißstelle erzeugt. Tabelle 10.01 zeigt,<br />
warum der Diodenlaser aufgrund seiner hohen Effizienz<br />
gegenüber <strong>and</strong>eren Lasertypen in der Industrie für diese<br />
Schweißtechnik bevorzugt wird.<br />
Vorteile des TLW<br />
– Hohe Schweißgeschwindigkeiten, 15 m/min. nachgewiesen.<br />
– Laserkosten sind heute gegenüber <strong>and</strong>eren Fügetechniken<br />
konkurrenzfähig.<br />
– Niedrige Laserenergie erforderlich,














