

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Berechnung von Schwungmasse-<br />
Werkzeugen und Maschinen<br />
Um einen Kunststoff vom festen in den flüssigen Zust<strong>and</strong> zu<br />
bringen, ist eine gewisse, vom Material abhängige Wärmemenge<br />
notwendig. In der Praxis machen sich die Unterschiede<br />
innerhalb der technischen Kunststoffe indessen<br />
wenig bemerkbar, so daß sie in den nachfolgenden Betrachtungen<br />
vernachläßigt werden.<br />
Die zum Schmelzen erforderliche Wärme wird durch die in<br />
der rotierenden Masse enthaltene Energie erzeugt. Die beim<br />
Zusammenpressen der Nahtoberflächen entstehende Reibung<br />
bringt die Schwungmasse in weniger als einer Sekunde zum<br />
Stehen.<br />
Bei Kunststoffen, die einen engbegrenzten Schmelzpunkt<br />
besitzen, wie z.B. DELRIN ® Acetalhomopolymer, sollte das<br />
Werkzeug nach dem Aufsetzen kaum mehr als 1-2 Umdrehungen<br />
ausführen. Ist der Anpreßdruck ungenügend, so<br />
dreht die Schwungmasse zu lange durch und schert das im<br />
Erstarren begriffene Material wieder ab. Dadurch entstehen<br />
abgeschwächte oder undichte Nähte.<br />
Für amorphe Kunststoffe ist diese Bedingung weniger wichtig,<br />
da sie langsamer erstarren. Man arbeitet indessen bei<br />
allen Kunststoffen vorteilhaft mit höheren Anpreßdrücken<br />
als unbedingt notwendig, da die Qualität der Schweißnaht<br />
darunter nicht leidet.<br />
102<br />
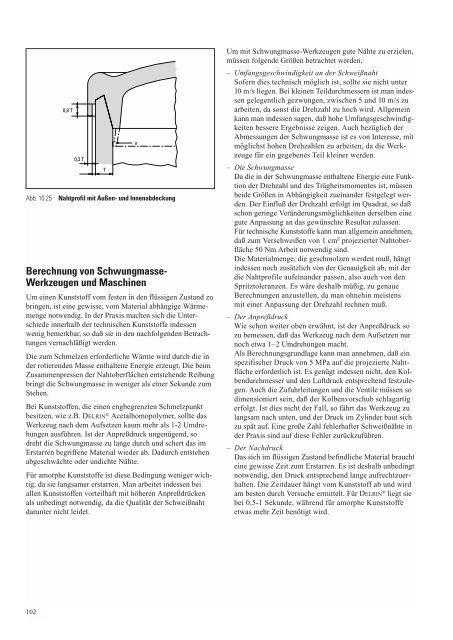
0,8 T<br />
0,3 T<br />
Abb. 10.25 Nahtprofil mit Außen- und Innenabdeckung<br />
T<br />
a<br />
Um mit Schwungmasse-Werkzeugen gute Nähte zu erzielen,<br />
müssen folgende Größen betrachtet werden.<br />
– Umfangsgeschwindigkeit an der Schweißnaht<br />
Sofern dies technisch möglich ist, sollte sie nicht unter<br />
10 m/s liegen. Bei kleinen Teildurchmessern ist man indessen<br />
gelegentlich gezwungen, zwischen 5 und 10 m/s zu<br />
arbeiten, da sonst die Drehzahl zu hoch wird. Allgemein<br />
kann man indessen sagen, daß hohe Umfangsgeschwindigkeiten<br />
bessere Ergebnisse zeigen. Auch bezüglich der<br />
Abmessungen der Schwungmasse ist es von Interesse, mit<br />
möglichst hohen Drehzahlen zu arbeiten, da die Werkzeuge<br />
für ein gegebenes Teil kleiner werden.<br />
– Die Schwungmasse<br />
Da die in der Schwungmasse enthaltene Energie eine Funktion<br />
der Drehzahl und des Trägheitsmomentes ist, müssen<br />
beide Größen in Abhängigkeit zuein<strong>and</strong>er festgelegt werden.<br />
Der Einfluß der Drehzahl erfolgt im Quadrat, so daß<br />
schon geringe Veränderungsmöglichkeiten derselben eine<br />
gute Anpassung an das gewünschte Resultat zulassen.<br />
Für technische Kunststoffe kann man allgemein annehmen,<br />
daß zum Verschweißen von 1 cm 2 projezierter Nahtoberfläche<br />
50 Nm Arbeit notwendig sind.<br />
Die Materialmenge, die geschmolzen werden muß, hängt<br />
indessen noch zusätzlich von der Genauigkeit ab, mit der<br />
die Nahtprofile aufein<strong>and</strong>er passen, also auch von den<br />
Spritztoleranzen. Es wäre deshalb müßig, zu genaue<br />
Berechnungen anzustellen, da man ohnehin meistens<br />
mit einer Anpassung der Drehzahl rechnen muß.<br />
– Der Anpreßdruck<br />
Wie schon weiter oben erwähnt, ist der Anpreßdruck so<br />
zu bemessen, daß das Werkzeug nach dem Aufsetzen nur<br />
noch etwa 1–2 Umdrehungen macht.<br />
Als Berechnungsgrundlage kann man annehmen, daß ein<br />
spezifischer Druck von 5 MPa auf die projezierte Nahtfläche<br />
erforderlich ist. Es genügt indessen nicht, den Kolbendurchmesser<br />
und den Luftdruck entsprechend festzulegen.<br />
Auch die Zufuhrleitungen und die Ventile müssen so<br />
dimensioniert sein, daß der Kolbenvorschub schlagartig<br />
erfolgt. Ist dies nicht der Fall, so fährt das Werkzeug zu<br />
langsam nach unten, und der Druck im Zylinder baut sich<br />
zu spät auf. Eine große Zahl fehlerhafter Schweißnähte in<br />
der Praxis sind auf diese Fehler zurückzuführen.<br />
– Der Nachdruck<br />
Das sich im flüssigen Zust<strong>and</strong> befindliche Material braucht<br />
eine gewisse Zeit zum Erstarren. Es ist deshalb unbedingt<br />
notwendig, den Druck entsprechend lange aufrechtzuerhalten.<br />
Die Zeitdauer hängt vom Kunststoff ab und wird<br />
am besten durch Versuche ermittelt. Für DELRIN ® liegt sie<br />
bei 0,5-1 Sekunde, während für amorphe Kunststoffe<br />
etwas mehr Zeit benötigt wird.














