

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Motorantriebsleistung<br />
Schwungmasse-Werkzeuge haben neben vielen <strong>and</strong>eren<br />
positiven Eigenarten auch den Vorteil, daß zum Antrieb<br />
nur geringe Leistungen benötigt werden.<br />
Da die totale Zykluszeit bei einer halb- oder vollautomatischen<br />
Anlage zwischen einer und zwei Sekunden liegt, hat<br />
der Motor genügend Zeit, die Schwungmasse auf die<br />
Betriebsdrehzahl zu beschleunigen. Die im Werkzeug enthaltene<br />
kinetische Energie wird während des Schweißvorganges<br />
in so kurzer Zeit in Wärme umgesetzt, daß dabei erhebliche<br />
Leistungen auftreten.<br />
Wenn z.B. die beiden auf dem Nomogramm (Abb. 10.26)<br />
aufgeführten Werkzeuge in 0,05 s abgebremst werden, geben<br />
sie während dieser Zeitdauer eine Leistung von etwa 3 kW<br />
ab. Wenn sie bis zur nächsten Schweißung eine Sekunde Zeit<br />
für die Wiederbeschleunigung haben, wäre dazu theoretisch<br />
nur eine Leistung von 150 W notwendig.<br />
Für die meisten in der Praxis anfallenden Teile genügen deshalb<br />
Motorleistungen von 0,5 kW.<br />
Wie schon bereits erwähnt, ist eine Anpassungsmöglichkeit<br />
der Drehzahl wünschenswert. H<strong>and</strong>elt es sich indessen um<br />
eine Produktionsanlage, auf der immer gleiche Teile verschweißt<br />
werden, so erfolgt die Anpassung der Drehzahl<br />
meistens durch Verändern der Riemenscheibendurchmesser.<br />
Qualitätskontrolle geschweißter Teile<br />
Um eine gleichmäßig gute Qualität zu erreichen, sollten die<br />
Nähte am Profilprojektor zuerst auf Paßgenauigkeit untersucht<br />
werden. Zu große Abweichungen der Profile sowie der<br />
Durchmesser (Spritzgußtoleranzen) können den Schweißvorgang<br />
erschweren und die Qualität vermindern. Korrekt dimensionierte<br />
Nähte und gewissenhaft verarbeitete Teile erübrigen<br />
ohne weiteres eine spätere systematische Kontrolle.<br />
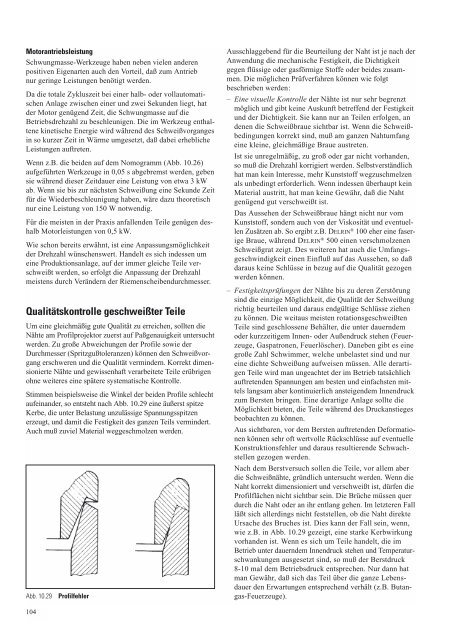
Stimmen beispielsweise die Winkel der beiden Profile schlecht<br />
aufein<strong>and</strong>er, so entsteht nach Abb. 10.29 eine äußerst spitze<br />
Kerbe, die unter Belastung unzulässige Spannungsspitzen<br />
erzeugt, und damit die Festigkeit des ganzen Teils vermindert.<br />
Auch muß zuviel Material weggeschmolzen werden.<br />
Abb. 10.29 Profilfehler<br />
104<br />
Ausschlaggebend für die Beurteilung der Naht ist je nach der<br />
Anwendung die mechanische Festigkeit, die Dichtigkeit<br />
gegen flüssige oder gasförmige Stoffe oder beides zusammen.<br />
Die möglichen Prüfverfahren können wie folgt<br />
beschrieben werden:<br />
– Eine visuelle Kontrolle der Nähte ist nur sehr begrenzt<br />
möglich und gibt keine Auskunft betreffend der Festigkeit<br />
und der Dichtigkeit. Sie kann nur an Teilen erfolgen, an<br />
denen die Schweißbraue sichtbar ist. Wenn die Schweißbedingungen<br />
korrekt sind, muß am ganzen Nahtumfang<br />
eine kleine, gleichmäßige Braue austreten.<br />
Ist sie unregelmäßig, zu groß oder gar nicht vorh<strong>and</strong>en,<br />
so muß die Drehzahl korrigiert werden. Selbstverständlich<br />
hat man kein Interesse, mehr Kunststoff wegzuschmelzen<br />
als unbedingt erforderlich. Wenn indessen überhaupt kein<br />
Material austritt, hat man keine Gewähr, daß die Naht<br />
genügend gut verschweißt ist.<br />
Das Aussehen der Schweißbraue hängt nicht nur vom<br />
Kunststoff, sondern auch von der Viskosität und eventuellen<br />
Zusätzen ab. So ergibt z.B. DELRIN ® 100 eher eine faserige<br />
Braue, während DELRIN ® 500 einen verschmolzenen<br />
Schweißgrat zeigt. Des weiteren hat auch die Umfangsgeschwindigkeit<br />
einen Einfluß auf das Aussehen, so daß<br />
daraus keine Schlüsse in bezug auf die Qualität gezogen<br />
werden können.<br />
– Festigkeitsprüfungen der Nähte bis zu deren Zerstörung<br />
sind die einzige Möglichkeit, die Qualität der Schweißung<br />
richtig beurteilen und daraus endgültige Schlüsse ziehen<br />
zu können. Die weitaus meisten rotationsgeschweißten<br />
Teile sind geschlossene Behälter, die unter dauerndem<br />
oder kurzzeitigem Innen- oder Außendruck stehen (Feuerzeuge,<br />
Gaspatronen, Feuerlöscher). Daneben gibt es eine<br />
große Zahl Schwimmer, welche unbelastet sind und nur<br />
eine dichte Schweißung aufweisen müssen. Alle derartigen<br />
Teile wird man ungeachtet der im Betrieb tatsächlich<br />
auftretenden Spannungen am besten und einfachsten mittels<br />
langsam aber kontinuierlich ansteigendem Innendruck<br />
zum Bersten bringen. Eine derartige Anlage sollte die<br />
Möglichkeit bieten, die Teile während des Druckanstieges<br />
beobachten zu können.<br />
Aus sichtbaren, vor dem Bersten auftretenden Deformationen<br />
können sehr oft wertvolle Rückschlüsse auf eventuelle<br />
Konstruktionsfehler und daraus resultierende Schwachstellen<br />
gezogen werden.<br />
Nach dem Berstversuch sollen die Teile, vor allem aber<br />
die Schweißnähte, gründlich untersucht werden. Wenn die<br />
Naht korrekt dimensioniert und verschweißt ist, dürfen die<br />
Profilflächen nicht sichtbar sein. Die Brüche müssen quer<br />
durch die Naht oder an ihr entlang gehen. Im letzteren Fall<br />
läßt sich allerdings nicht feststellen, ob die Naht direkte<br />
Ursache des Bruches ist. Dies kann der Fall sein, wenn,<br />
wie z.B. in Abb. 10.29 gezeigt, eine starke Kerbwirkung<br />
vorh<strong>and</strong>en ist. Wenn es sich um Teile h<strong>and</strong>elt, die im<br />
Betrieb unter dauerndem Innendruck stehen und Temperaturschwankungen<br />
ausgesetzt sind, so muß der Berstdruck<br />
8-10 mal dem Betriebsdruck entsprechen. Nur dann hat<br />
man Gewähr, daß sich das Teil über die ganze Lebensdauer<br />
den Erwartungen entsprechend verhält (z.B. Butangas-Feuerzeuge).














