

Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont
Rotationsschweißen - Plastics, Polymers, and Resins - DuPont

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Abb. 10.85. Ein linearverschweißter Kraftstofftank eines<br />
Motorrades aus ZYTEL ® . Die Rille in der Schweißnaht sammelt<br />
den Grat und anschließend wird ein PVC-Profil über<br />
dem Flansch schnappverbunden. Dies ist eine Lösung, die<br />
die gesamte Schweißnaht effektiv verdeckt.<br />
Abb. 10.85 Motorradtank<br />
Abb. 10.86a. Ein winkelverschweißtes, rechteckig geformtes<br />
Kraftstoff-Filtergehäuse aus ZYTEL ® . Die Naht ist mit einer<br />
Fuge versehen, um die dünnen Wände in den Vorrichtungen<br />
zu halten und somit ein Zusammenfallen während des<br />
Schweißens zu verhindern.<br />
Abb. 10.86b. Ein winkelverschweißter Behälter aus ZYTEL ® .<br />
Verbindungen an Körper und Abdeckung müssen in der gegebenen<br />
Position orientiert werden. Eine klassische Reibungsschweißnaht<br />
mit einem externen Gratspeicher wurde für diese<br />
Vibrationsschweißtechnik verwendet.<br />
Abb. 10.87. Gummimembranbaugruppen können ebenso mit<br />
Winkelvibrationen verschweißt werden. Es müssen jedoch<br />
Vorkehrungen getroffen werden, die verhindern, daß das<br />
obere Teil direkt auf das Gummi Vibrationen überträgt. Dies<br />
kann mit einer sehr dünnen Unterlegscheibe aus Polyamid,<br />
mit Grafitpulver oder einem Öltropfen auf der Membrane<br />
erreicht werden.<br />
132<br />
a b<br />
Abb. 10.86 Winkelverschweißte Teile<br />
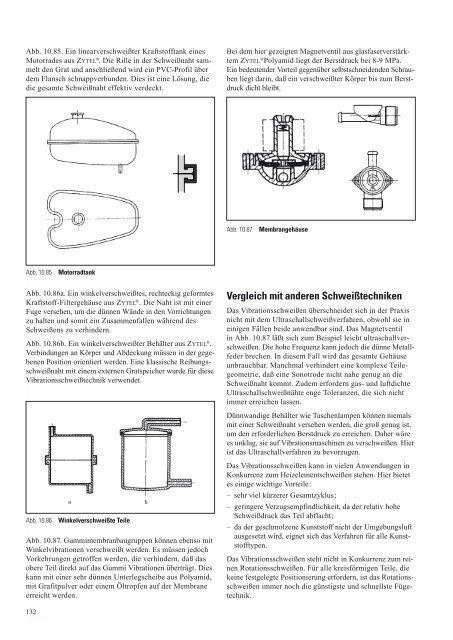
Bei dem hier gezeigten Magnetventil aus glasfaserverstärktem<br />
ZYTEL ® Polyamid liegt der Berstdruck bei 8-9 MPa.<br />
Ein bedeutender Vorteil gegenüber selbstschneidenden Schrauben<br />
liegt darin, daß ein verschweißter Körper bis zum Berstdruck<br />
dicht bleibt.<br />
Abb. 10.87 Membrangehäuse<br />
Vergleich mit <strong>and</strong>eren Schweißtechniken<br />
Das Vibrationsschweißen überschneidet sich in der Praxis<br />
nicht mit dem Ultraschallschweißverfahren, obwohl sie in<br />
einigen Fällen beide anwendbar sind. Das Magnetventil<br />
in Abb. 10.87 läßt sich zum Beispiel leicht ultraschallverschweißen.<br />
Die hohe Frequenz kann jedoch die dünne Metallfeder<br />
brechen. In diesem Fall wird das gesamte Gehäuse<br />
unbrauchbar. Manchmal verhindert eine komplexe Teilegeometrie,<br />
daß eine Sonotrode nicht nahe genug an die<br />
Schweißnaht kommt. Zudem erfordern gas- und luftdichte<br />
Ultraschallschweißnähte enge Toleranzen, die sich nicht<br />
immer erreichen lassen.<br />
Dünnw<strong>and</strong>ige Behälter wie Taschenlampen können niemals<br />
mit einer Schweißnaht versehen werden, die groß genug ist,<br />
um den erforderlichen Berstdruck zu erreichen. Daher wäre<br />
es unklug, sie auf Vibrationsmaschinen zu verschweißen. Hier<br />
ist das Ultraschallverfahren zu bevorzugen.<br />
Das Vibrationsschweißen kann in vielen Anwendungen in<br />
Konkurrenz zum Heizelementschweißen stehen. Hier bietet<br />
es einige wichtige Vorteile:<br />
– sehr viel kürzerer Gesamtzyklus;<br />
– geringere Verzugsempfindlichkeit, da der relativ hohe<br />
Schweißdruck das Teil abflacht;<br />
– da der geschmolzene Kunststoff nicht der Umgebungsluft<br />
ausgesetzt wird, eignet sich das Verfahren für alle Kunststofftypen.<br />
Das Vibrationsschweißen steht nicht in Konkurrenz zum reinen<br />
<strong>Rotationsschweißen</strong>. Für alle kreisförmigen Teile, die<br />
keine festgelegte Positionierung erfordern, ist das <strong>Rotationsschweißen</strong><br />
immer noch die günstigste und schnellste Fügetechnik.














