

1-2017
Fachzeitschrift für Elektronik-Produktion - Fertigungstechnik, Materialien und Qualitätsmanagement
Fachzeitschrift für Elektronik-Produktion - Fertigungstechnik, Materialien und Qualitätsmanagement

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Reinigung<br />
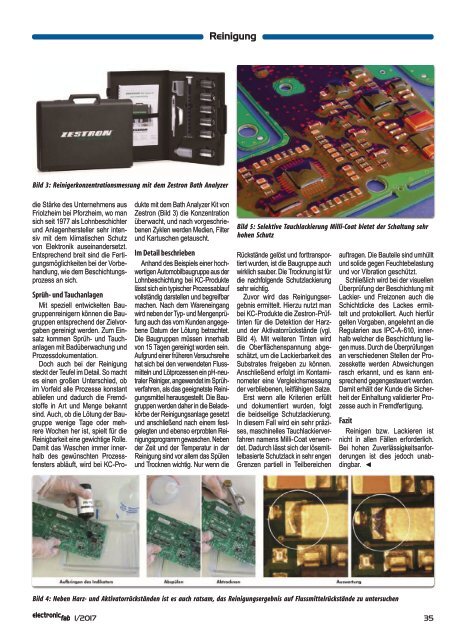
Bild 3: Reinigerkonzentrationsmessung mit dem Zestron Bath Analyzer<br />
die Stärke des Unternehmens aus<br />
Friolzheim bei Pforzheim, wo man<br />
sich seit 1977 als Lohnbeschichter<br />
und Anlagenhersteller sehr intensiv<br />
mit dem klimatischen Schutz<br />
von Elektronik auseinandersetzt.<br />
Entsprechend breit sind die Fertigungsmöglichkeiten<br />
bei der Vorbehandlung,<br />
wie dem Beschichtungsprozess<br />
an sich.<br />
Sprüh- und Tauchanlagen<br />
Mit speziell entwickelten Baugruppenreinigern<br />
können die Baugruppen<br />
entsprechend der Zielvorgaben<br />
gereinigt werden. Zum Einsatz<br />
kommen Sprüh- und Tauchanlagen<br />
mit Badüberwachung und<br />
Prozessdokumentation.<br />
Doch auch bei der Reinigung<br />
steckt der Teufel im Detail. So macht<br />
es einen großen Unterschied, ob<br />
im Vorfeld alle Prozesse konstant<br />
abliefen und dadurch die Fremdstoffe<br />
in Art und Menge bekannt<br />
sind. Auch, ob die Lötung der Baugruppe<br />
wenige Tage oder mehrere<br />
Wochen her ist, spielt für die<br />
Reinig barkeit eine gewichtige Rolle.<br />
Damit das Waschen immer innerhalb<br />
des gewünschten Prozessfensters<br />
abläuft, wird bei KC-Produkte<br />
mit dem Bath Analyzer Kit von<br />
Zestron (Bild 3) die Konzentration<br />
überwacht, und nach vorgeschriebenen<br />
Zyklen werden Medien, Filter<br />
und Kartuschen getauscht.<br />
Im Detail beschrieben<br />
Anhand des Beispiels einer hochwertigen<br />
Automobilbaugruppe aus der<br />
Lohnbeschichtung bei KC-Produkte<br />
lässt sich ein typischer Prozessablauf<br />
vollständig darstellen und begreifbar<br />
machen. Nach dem Waren eingang<br />
wird neben der Typ- und Mengenprüfung<br />
auch das vom Kunden angegebene<br />
Datum der Lötung betrachtet.<br />
Die Baugruppen müssen innerhalb<br />
von 15 Tagen gereinigt worden sein.<br />
Aufgrund einer früheren Versuchsreihe<br />
hat sich bei den verwendeten Flussmitteln<br />
und Lötprozessen ein pH-neutraler<br />
Reiniger, angewendet im Sprühverfahren,<br />
als das geeignetste Reinigungsmittel<br />
herausgestellt. Die Baugruppen<br />
werden daher in die Beladekörbe<br />
der Reinigungsanlage gesetzt<br />
und anschließend nach einem festgelegten<br />
und ebenso erprobten Reinigungsprogramm<br />
gewaschen. Neben<br />
der Zeit und der Temperatur in der<br />
Reinigung sind vor allem das Spülen<br />
und Trocknen wichtig. Nur wenn die<br />
Bild 5: Selektive Tauchlackierung Milli-Coat bietet der Schaltung sehr<br />
hohen Schutz<br />
Rückstände gelöst und forttransportiert<br />
wurden, ist die Baugruppe auch<br />
wirklich sauber. Die Trocknung ist für<br />
die nachfolgende Schutzlackierung<br />
sehr wichtig.<br />
Zuvor wird das Reinigungsergebnis<br />
ermittelt. Hierzu nutzt man<br />
bei KC-Produkte die Zestron-Prüftinten<br />
für die Detektion der Harzund<br />
der Aktivatorrückstände (vgl.<br />
Bild 4). Mit weiteren Tinten wird<br />
die Oberflächenspannung abgeschätzt,<br />
um die Lackierbarkeit des<br />
Substrates freigeben zu können.<br />
Anschließend erfolgt im Kontaminometer<br />
eine Vergleichsmessung<br />
der verbliebenen, leitfähigen Salze.<br />
Erst wenn alle Kriterien erfüllt<br />
und dokumentiert wurden, folgt<br />
die beidseitige Schutzlackierung.<br />
In diesem Fall wird ein sehr präzises,<br />
maschinelles Tauchlackierverfahren<br />
namens Milli-Coat verwendet.<br />
Dadurch lässt sich der lösemittelbasierte<br />
Schutzlack in sehr engen<br />
Grenzen partiell in Teilbereichen<br />
auftragen. Die Bauteile sind umhüllt<br />
und solide gegen Feuchtebelastung<br />
und vor Vibration geschützt.<br />
Schließlich wird bei der visuellen<br />
Überprüfung der Beschichtung mit<br />
Lackier- und Freizonen auch die<br />
Schichtdicke des Lackes ermittelt<br />
und protokolliert. Auch hierfür<br />
gelten Vorgaben, angelehnt an die<br />
Regularien aus IPC-A-610, innerhalb<br />
welcher die Beschichtung liegen<br />
muss. Durch die Überprüfungen<br />
an verschiedenen Stellen der Prozesskette<br />
werden Abweichungen<br />
rasch erkannt, und es kann entsprechend<br />
gegengesteuert werden.<br />
Damit erhält der Kunde die Sicherheit<br />
der Einhaltung validierter Prozesse<br />
auch in Fremdfertigung.<br />
Fazit<br />
Reinigen bzw. Lackieren ist<br />
nicht in allen Fällen erforderlich.<br />
Bei hohen Zuverlässigkeitsanforderungen<br />
ist dies jedoch unabdingbar.<br />
◄<br />
Bild 4: Neben Harz- und Aktivatorrückständen ist es auch ratsam, das Reinigungsergebnis auf Flussmittelrückstände zu untersuchen<br />
1/<strong>2017</strong><br />
35














