

antriebstechnik 10/2017
antriebstechnik 10/2017
antriebstechnik 10/2017
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
05<br />
F f, max<br />
in kN<br />
200<br />
180<br />
160<br />
140<br />
120<br />
<strong>10</strong>0<br />
80<br />
60<br />
40<br />
20<br />
0<br />
06<br />
R F<br />
07<br />
T/T τS<br />
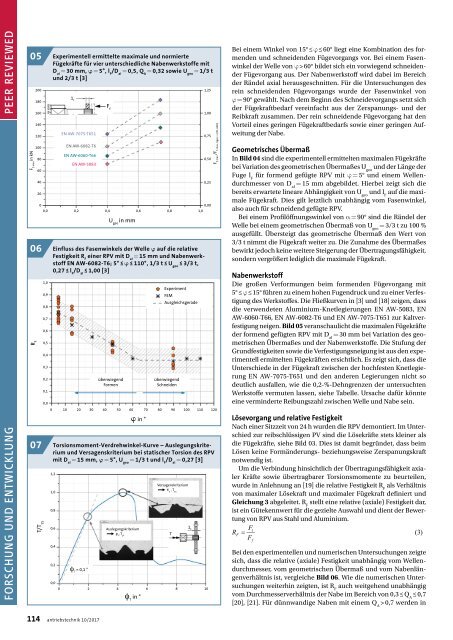
Experimentell ermittelte maximale und normierte<br />
Fügekräfte für vier unterschiedliche Nabenwerkstoffe mit<br />
D aI<br />
= 30 mm, ϕ = 5°, l F<br />
/D aI<br />
= 0,5, Q A<br />
= 0,32 sowie U geo<br />
= 1/3 t<br />
und 2/3 t [3]<br />
1 F<br />
0,0 0,2<br />
1,0<br />
0,9<br />
0,8<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
EN AW-7075-T651<br />
EN AW-6082-T6<br />
EN AW-6060-T66<br />
EN AW-5083<br />
F f<br />
0,4 0,6 0,8 1,0<br />
U geo<br />
in mm<br />
Einfluss des Fasenwinkels der Welle ϕ auf die relative<br />
Festigkeit R F<br />
einer RPV mit D aI<br />
= 15 mm und Nabenwerkstoff<br />
EN AW-6082-T6; 5° ≤ ϕ ≤ 1<strong>10</strong>°, 1/3 t ≤ U geo<br />
≤ 3/3 t,<br />
0,27 ≤ l F<br />
/D aI<br />
≤ 1,00 [3]<br />
überwiegend<br />
Formen<br />
0 <strong>10</strong> 20 30 40 50 60<br />
in °<br />
Experiment<br />
FEM<br />
Ausgleichsgerade<br />
überwiegend<br />
Schneiden<br />
1,25<br />
1,00<br />
0,75<br />
0,50<br />
0,25<br />
0,00<br />
F f, max<br />
/F f, max, Ugeo = 2/3t, 6082<br />
70 80 90 <strong>10</strong>0 1<strong>10</strong> 120<br />
Torsionsmoment-Verdrehwinkel-Kurve – Auslegungskriterium<br />
und Versagenskriterium bei statischer Torsion des RPV<br />
mit D aI<br />
= 15 mm, ϕ = 5°, U geo<br />
= 1/3 t und l F<br />
/D aI<br />
= 0,27 [3]<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
φ T<br />
= 0,1 °<br />
Auslegungskriterium<br />
p F<br />
, T pF<br />
φ T<br />
in °<br />
Versagenskriterium<br />
τ S<br />
, T τS<br />
0,0<br />
0 2 4 6 8 <strong>10</strong><br />
T<br />
1 F<br />
Bei einem Winkel von 15° ≤ ϕ ≤ 60° liegt eine Kombination des formenden<br />
und schneidenden Fügevorgangs vor. Bei einem Fasenwinkel<br />
der Welle von ϕ > 60° bildet sich ein vorwiegend schneidender<br />
Fügevorgang aus. Der Nabenwerkstoff wird dabei im Bereich<br />
der Rändel axial herausgeschnitten. Für die Untersuchungen des<br />
rein schneidenden Fügevorgangs wurde der Fasenwinkel von<br />
ϕ = 90° gewählt. Nach dem Beginn des Schneidevorgangs setzt sich<br />
der Fügekraftbedarf vereinfacht aus der Zerspanungs- und der<br />
Reibkraft zusammen. Der rein schneidende Fügevorgang hat den<br />
Vorteil eines geringen Fügekraftbedarfs sowie einer geringen Aufweitung<br />
der Nabe.<br />
Geometrisches Übermaß<br />
In Bild 04 sind die experimentell ermittelten maximalen Fügekräfte<br />
bei Variation des geometrischen Übermaßes U geo<br />
und der Länge der<br />
Fuge l F<br />
für formend gefügte RPV mit ϕ = 5° und einem Wellendurchmesser<br />
von D aI<br />
= 15 mm abgebildet. Hierbei zeigt sich die<br />
bereits erwartete lineare Abhängigkeit von U geo<br />
und l F<br />
auf die maximale<br />
Fügekraft. Dies gilt letztlich unabhängig vom Fasenwinkel,<br />
also auch für schneidend gefügte RPV.<br />
Bei einem Profilöffnungswinkel von α = 90° sind die Rändel der<br />
Welle bei einem geometrischen Übermaß von U geo<br />
= 3/3 t zu <strong>10</strong>0 %<br />
ausgefüllt. Übersteigt das geometrische Übermaß den Wert von<br />
3/3 t nimmt die Fügekraft weiter zu. Die Zunahme des Übermaßes<br />
bewirkt jedoch keine weitere Steigerung der Übertragungsfähigkeit,<br />
sondern vergrößert lediglich die maximale Fügekraft.<br />
Nabenwerkstoff<br />
Die großen Verformungen beim formenden Fügevorgang mit<br />
5° ≤ ϕ ≤ 15° führen zu einem hohen Fugendruck und zu einer Verfestigung<br />
des Werkstoffes. Die Fließkurven in [3] und [18] zeigen, dass<br />
die verwendeten Aluminium-Knetlegierungen EN AW-5083, EN<br />
AW-6060-T66, EN AW-6082-T6 und EN AW-7075-T651 zur Kaltverfestigung<br />
neigen. Bild 05 veranschaulicht die maximalen Fügekräfte<br />
der formend gefügten RPV mit D aI<br />
= 30 mm bei Variation des geometrischen<br />
Übermaßes und der Nabenwerkstoffe. Die Stufung der<br />
Grundfestigkeiten sowie die Verfestigungsneigung ist aus den experimentell<br />
ermittelten Fügekräften ersichtlich. Es zeigt sich, dass die<br />
Unterschiede in der Fügekraft zwischen der hochfesten Knetlegierung<br />
EN AW-7075-T651 und den anderen Legierungen nicht so<br />
deutlich ausfallen, wie die 0,2-%-Dehngrenzen der untersuchten<br />
Werkstoffe vermuten lassen, siehe Tabelle. Ursache dafür könnte<br />
eine verminderte Reibungszahl zwischen Welle und Nabe sein.<br />
Lösevorgang und relative Festigkeit<br />
Nach einer Sitzzeit von 24 h wurden die RPV demontiert. Im Unterschied<br />
zur reibschlüssigen PV sind die Lösekräfte stets kleiner als<br />
die Fügekräfte, siehe Bild 03. Dies ist damit begründet, dass beim<br />
Lösen keine Formänderungs- beziehungsweise Zerspanungskraft<br />
notwendig ist.<br />
Um die Verbindung hinsichtlich der Übertragungsfähigkeit axialer<br />
Kräfte sowie übertragbarer Torsionsmomente zu beurteilen,<br />
wurde in Anlehnung an [19] die relative Festigkeit R F<br />
als Verhältnis<br />
von maximaler Lösekraft und maximaler Fügekraft definiert und<br />
Gleichung 3 abgeleitet. R F<br />
stellt eine relative (axiale) Festigkeit dar,<br />
ist ein Gütekennwert für die gezielte Auswahl und dient der Bewertung<br />
von RPV aus Stahl und Aluminium.<br />
Bei den experimentellen und numerischen Untersuchungen zeigte<br />
sich, dass die relative (axiale) Festigkeit unabhängig vom Wellendurchmesser,<br />
vom geometrischen Übermaß und vom Nabenlängenverhältnis<br />
ist, vergleiche Bild 06. Wie die numerischen Untersuchungen<br />
weiterhin zeigten, ist R F<br />
auch weitgehend unabhängig<br />
vom Durchmesserverhältnis der Nabe im Bereich von 0,3 ≤ Q A<br />
≤ 0,7<br />
[20], [21]. Für dünnwandige Naben mit einem Q A<br />
> 0,7 werden in<br />
114 <strong>antriebstechnik</strong> <strong>10</strong>/<strong>2017</strong>














