

antriebstechnik 10/2017
antriebstechnik 10/2017
antriebstechnik 10/2017
- TAGS
- antriebstechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
19<br />
20<br />
T τS<br />
, T pF<br />
/T τS, = 5°, 1F/Dal = 0,5, Experiment<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
Bezeichnungen zum Modell der Fügekraft nach [21]<br />
U geo<br />
2<br />
α<br />
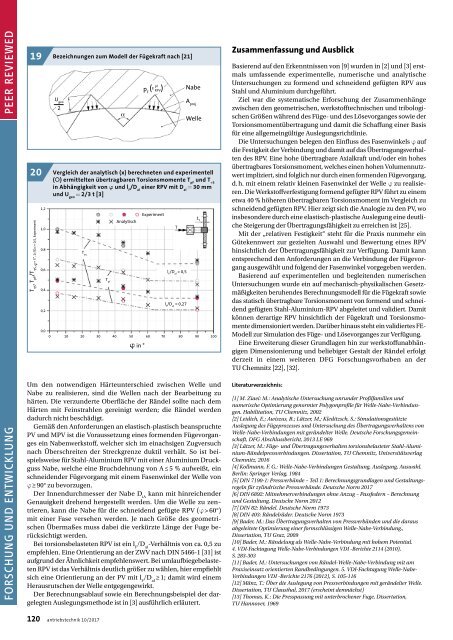
Vergleich der analytisch (x) berechneten und experimentell<br />
(○) ermittelten übertragbaren Torsionsmomente T pF<br />
und T τS<br />
in Abhängigkeit von ϕ und l F<br />
/D al<br />
einer RPV mit D al<br />
= 30 mm<br />
und U geo<br />
= 2/3 t [3]<br />
Analytisch<br />
pl<br />
p (ε F<br />
RPV)<br />
Experiment<br />
T τS<br />
T pF<br />
l F<br />
/D al<br />
= 0,5<br />
0 <strong>10</strong> 20 30 40 50 60 70 80 90 <strong>10</strong>0<br />
in °<br />
Um den notwendigen Härteunterschied zwischen Welle und<br />
Nabe zu realisieren, sind die Wellen nach der Bearbeitung zu<br />
härten. Die verzunderte Oberfläche der Rändel sollte nach dem<br />
Härten mit Feinstrahlen gereinigt werden; die Rändel werden<br />
dadurch nicht beschädigt.<br />
Gemäß den Anforderungen an elastisch-plastisch beanspruchte<br />
PV und MPV ist die Voraussetzung eines formenden Fügevorganges<br />
ein Nabenwerkstoff, welcher sich im einachsigen Zugversuch<br />
nach Überschreiten der Streckgrenze duktil verhält. So ist beispielsweise<br />
für Stahl-Aluminium RPV mit einer Aluminium Druckguss<br />
Nabe, welche eine Bruchdehnung von A ≤ 5 % aufweißt, ein<br />
schneidender Fügevorgang mit einem Fasenwinkel der Welle von<br />
ϕ ≥ 90° zu bevorzugen.<br />
Der Innendurchmesser der Nabe D iA<br />
kann mit hinreichender<br />
Genauigkeit drehend hergestellt werden. Um die Welle zu zentrieren,<br />
kann die Nabe für die schneidend gefügte RPV (ϕ > 60°)<br />
mit einer Fase versehen werden. Je nach Größe des geometrischen<br />
Übermaßes muss dabei die verkürzte Länge der Fuge berücksichtigt<br />
werden.<br />
Bei torsionsbelasteten RPV ist ein l F<br />
/D aI<br />
-Verhältnis von ca. 0,5 zu<br />
empfehlen. Eine Orientierung an der ZWV nach DIN 5466-1 [31] ist<br />
aufgrund der Ähnlichkeit empfehlenswert. Bei umlaufbiegebelasteten<br />
RPV ist das Verhältnis deutlich größer zu wählen, hier empfiehlt<br />
sich eine Orientierung an der PV mit l F<br />
/D aI<br />
≥ 1; damit wird einem<br />
Herausrutschen der Welle entgegengewirkt.<br />
Der Berechnungsablauf sowie ein Berechnungsbeispiel der dargelegten<br />
Auslegungsmethode ist in [3] ausführlich erläutert.<br />
T<br />
l F<br />
/D al<br />
= 0,27<br />
Nabe<br />
A proj<br />
Welle<br />
1 F<br />
Zusammenfassung und Ausblick<br />
Basierend auf den Erkenntnissen von [9] wurden in [2] und [3] erstmals<br />
umfassende experimentelle, numerische und analytische<br />
Untersuchungen zu formend und schneidend gefügten RPV aus<br />
Stahl und Aluminium durchgeführt.<br />
Ziel war die systematische Erforschung der Zusammenhänge<br />
zwischen den geometrischen, werkstofftechnischen und tribologischen<br />
Größen während des Füge- und des Lösevorganges sowie der<br />
Torsionsmomentübertragung und damit die Schaffung einer Basis<br />
für eine allgemeingültige Auslegungsrichtlinie.<br />
Die Untersuchungen belegen den Einfluss des Fasenwinkels ϕ auf<br />
die Festigkeit der Verbindung und damit auf das Übertragungsverhalten<br />
des RPV. Eine hohe übertragbare Axialkraft und/oder ein hohes<br />
übertragbares Torsionsmoment, welches einen hohen Volumennutzwert<br />
impliziert, sind folglich nur durch einen formenden Fügevorgang,<br />
d. h. mit einem relativ kleinen Fasenwinkel der Welle ϕ zu realisieren.<br />
Die Werkstoffverfestigung formend gefügter RPV führt zu einem<br />
etwa 40 % höheren übertragbaren Torsionsmoment im Vergleich zu<br />
schneidend gefügten RPV. Hier zeigt sich die Analogie zu den PV, wo<br />
insbesondere durch eine elastisch-plastische Auslegung eine deutliche<br />
Steigerung der Übertragungsfähigkeit zu erreichen ist [25].<br />
Mit der „relativen Festigkeit“ steht für die Praxis nunmehr ein<br />
Gütekennwert zur gezielten Auswahl und Bewertung eines RPV<br />
hinsichtlich der Übertragungsfähigkeit zur Verfügung. Damit kann<br />
entsprechend den Anforderungen an die Verbindung der Fügevorgang<br />
ausgewählt und folgend der Fasenwinkel vorgegeben werden.<br />
Basierend auf experimentellen und begleitenden numerischen<br />
Untersuchungen wurde ein auf mechanisch-physikalischen Gesetzmäßigkeiten<br />
beruhendes Berechnungsmodell für die Fügekraft sowie<br />
das statisch übertragbare Torsionsmoment von formend und schneidend<br />
gefügten Stahl-Aluminium-RPV abgeleitet und validiert. Damit<br />
können derartige RPV hinsichtlich der Fügekraft und Torsionsmomente<br />
dimensioniert werden. Darüber hinaus steht ein validiertes FE-<br />
Modell zur Simulation des Füge- und Lösevorganges zur Verfügung.<br />
Eine Erweiterung dieser Grundlagen hin zur werkstoffunabhängigen<br />
Dimensionierung und beliebiger Gestalt der Rändel erfolgt<br />
derzeit in einem weiteren DFG Forschungsvorhaben an der<br />
TU Chemnitz [22], [32].<br />
Literaturverzeichnis:<br />
[1] M. Ziaei: M.: Analytische Untersuchung unrunder Profilfamilien und<br />
numerische Optimierung genormter Polygonprofile für Welle-Nabe-Verbindungen.<br />
Habilitation, TU Chemnitz, 2002<br />
[2] Leidich, E.; Awiszus, B.; Lätzer, M.; Kleditzsch, S.: Simulationsgestützte<br />
Auslegung des Fügeprozesses und Untersuchung des Übertragungsverhaltens von<br />
Welle-Nabe-Verbindungen mit gerändelter Welle. Deutsche Forschungsgemeinschaft,<br />
DFG Abschlussbericht, 2013 LE 969<br />
[3] Lätzer, M.: Füge- und Übertragungsverhalten torsionsbelasteter Stahl-Aluminium-Rändelpressverbindungen.<br />
Dissertation, TU Chemnitz, Universitätsverlag<br />
Chemnitz, 2016<br />
[4] Kollmann, F. G.: Welle-Nabe-Verbindungen Gestaltung, Auslegung, Auswahl.<br />
Berlin: Springer Verlag, 1984<br />
[5] DIN 7190-1: Pressverbände – Teil 1: Berechnungsgrundlagen und Gestaltungsregeln<br />
für zylindrische Pressverbände. Deutsche Norm <strong>2017</strong><br />
[6] DIN 6892: Mitnehmerverbindungen ohne Anzug – Passfedern – Berechnung<br />
und Gestaltung. Deutsche Norm 2012<br />
[7] DIN 82: Rändel. Deutsche Norm 1973<br />
[8] DIN 403: Rändelräder. Deutsche Norm 1973<br />
[9] Bader, M.: Das Übertragungsverhalten von Pressverbänden und die daraus<br />
abgeleitete Optimierung einer formschlüssigen Welle-Nabe-Verbindung.,<br />
Dissertation, TU Graz, 2009<br />
[<strong>10</strong>] Bader, M.: Rändelung als Welle-Nabe-Verbindung mit hohem Potential.<br />
4. VDI-Fachtagung Welle-Nabe-Verbindungen VDI -Berichte 2114 (20<strong>10</strong>),<br />
S. 283-303<br />
[11] Bader, M.: Untersuchungen von Rändel-Welle-Nabe-Verbindung mit am<br />
Praxiseinsatz orientierten Randbedingungen. 5. VDI-Fachtagung Welle-Nabe-<br />
Verbindungen VDI -Berichte 2176 (2012), S. <strong>10</strong>5-116<br />
[12] Mänz, T.: Über die Auslegung von Pressverbindungen mit gerändelter Welle.<br />
Dissertation, TU Clausthal, <strong>2017</strong> (erscheint demnächst)<br />
[13] Thomas, K.: Die Presspassung mit unterbrochener Fuge, Dissertation,<br />
TU Hannover, 1969<br />
120 <strong>antriebstechnik</strong> <strong>10</strong>/<strong>2017</strong>














