SPW Product Catalogue 2019

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
WIRES MIG<br />
5<br />
CONSUMABLES<br />
374<br />
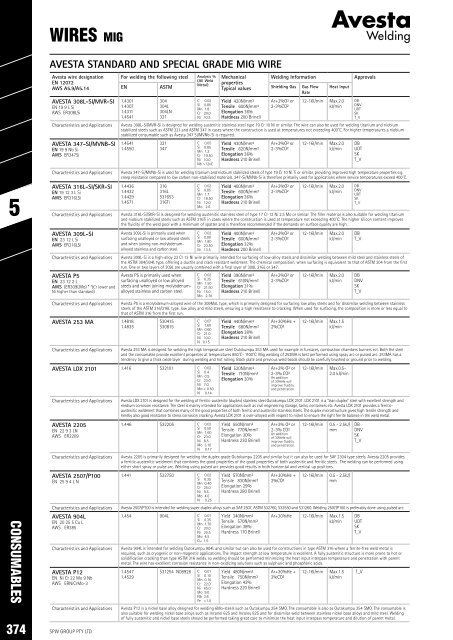
AVESTA STANDARD AND SPECIAL GRADE MIG WIRE<br />
Avesta wire designation<br />
EN 12072<br />
AWS A5.9/A5.14<br />
AVESTA 308L-SI/MVR-SI<br />
EN 19 9 L Si<br />
AWS ER308LSi<br />
Characteristics and Applications<br />
AVESTA 347-SI/MVNB-SI<br />
EN 19 9 Nb Si<br />
AWS ER347Si<br />
Characteristics and Applications<br />
AVESTA 316L-SI/SKR-SI<br />
EN 19 12 3 L Si<br />
AWS ER316LSi<br />
Characteristics and Applications<br />
AVESTA 309L-SI<br />
EN 23 12 L Si<br />
AWS ER316LSi<br />
Characteristics and Applications<br />
AVESTA P5<br />
EN 23 12 2 L<br />
AWS (ER309LMo) * *(Cr lower and<br />
Ni higher than standard)<br />
Characteristics and Applications<br />
<strong>SPW</strong> GROUP PTY LTD<br />
For welding the following steel Analysis % Mechanical Welding Information<br />
(All Weld<br />
Metal) properties<br />
EN ASTM Typical values Shielding Gas Gas Flow<br />
Rate<br />
1.4301<br />
1.4307<br />
1.4311<br />
1.4541<br />
304<br />
304L<br />
304LN<br />
321<br />
C 0.02<br />
Si 0.85<br />
Mn 1.8<br />
Cr 20.0<br />
Ni 10.5<br />
Yield 420N/mm²<br />
Tensile 600N/mm²<br />
Elongation 36%<br />
Hardness 200 Brinell<br />
Ar+2%O² or<br />
2-3%CO²<br />
12-16I/min<br />
Heat Input<br />
Max.2.0<br />
kJ/min<br />
Approvals<br />
Avesta 308L-Si/MVR-Si is designed for welding austenitic stainless steel type 19 Cr 10 Ni or similar. The wire can also be used for welding titanium and niobium<br />
stabilized steels such as ASTM 321 and ASTM 347 in cases where the construction is used at temperatures not exceeding 400˚C. For higher temperatures a niobium<br />
stabilized consumable such as Avesta 347 Si/MVNb-Si is required.<br />
1.4541<br />
1.4550<br />
321<br />
347<br />
C 0.05<br />
Si 0.85<br />
Mn 1.2<br />
Cr 19.50<br />
Ni 10.0<br />
Nb >12xC<br />
Yield 430N/mm²<br />
Tensile 620N/mm²<br />
Elongation 36%<br />
Hardness 210 Brinell<br />
Ar+2%O² or<br />
2-3%CO²<br />
12-16I/min<br />
Max.2.0<br />
kJ/min<br />
Avesta 347-Si/MVNb-Si is used for welding titanium and niobium stabilized steels of type 19 Cr 10 Ni Ti or similar, providing improved high temperature properties e.g.<br />
creep resistance compared to low carbon non-stabilized materials. 347-Si/MVNb-Si is therefore primarily used for applications where service temperatures exceed 400˚C.<br />
1.4436<br />
1.4432<br />
1.4429<br />
1.4571<br />
AVESTA 253 MA 1.4818<br />
1.4835<br />
Characteristics and Applications<br />
316<br />
316L<br />
S31653<br />
316Ti<br />
C 0.02<br />
Si 0.85<br />
Mn 1.7<br />
Cr 18.50<br />
Ni 12.0<br />
Mo 2.6<br />
Yield 400N/mm²<br />
Tensile 600N/mm²<br />
Elongation 36%<br />
Hardness 210 Brinell<br />
Ar+2%O² or<br />
2-3%CO²<br />
12-16I/min<br />
Max.2.0<br />
kJ/min<br />
Avesta 316L-Si/SKR-Si is designed for welding austenitic stainless steel of type 17 Cr 12 Ni 2.5 Mo or similar. The filler material is also suitable for welding titanium<br />
and niobium stabilized steels such as ASTM 316Ti in cases where the construction is used at temperature not exceeding 400˚C. The higher silicon content improves<br />
the fluidity of the weld pool with a minimum of spatter and is therefore recommended if the demands on surface quality are high.<br />
Avesta 309L-Si is primarily used when<br />
surfacing unalloyed or low alloyed steels<br />
and when joining non-molybdenumalloyed<br />
stainless and carbon steel.<br />
C 0.02<br />
Si 0.80<br />
Mn 1.80<br />
Cr 23.50<br />
Ni 13.5<br />
Yield 400N/mm²<br />
Tensile 600N/mm²<br />
Elongation 32%<br />
Hardness 200 Brinell<br />
Ar+2%O² or<br />
2-3%CO²<br />
12-16I/min<br />
Max.2.0<br />
kJ/min<br />
Avesta 309L-Si is a high-alloy 23 Cr 13 Ni wire primarily intended for surfacing of low-alloy steels and dissimilar welding between mild steel and stainless steels of<br />
the ASTM 304/304L type, offering a ductile and crack resistant weldment. The chemical composition, when surfacing is equivalent to that of ASTM 304 from the first<br />
run. One or two layers of 309L are usually combined with a final layer of 308L 316L or 347.<br />
Avesta P5 is primarily used when<br />
surfacing unalloyed or low alloyed<br />
steels and when joining molybdenumalloyed<br />
stainless and carbon steel.<br />
C 0.02<br />
Si 0.35<br />
Mn 1.50<br />
Cr 21.50<br />
Ni 15.0<br />
Mo 2.70<br />
Yield 390N/mm²<br />
Tensile 610N/mm²<br />
Elongation 31%<br />
Hardness 210 Brinell<br />
Ar+2%O² or<br />
2-3%CO²<br />
12-16I/min<br />
Max.2.0<br />
kJ/min<br />
Avesta P5 is a molybdenum-alloyed wire of the 309MoL type, which is primarily designed for surfacing low alloy steels and for dissimilar welding between stainless<br />
steels of the ASTM 316/316L type, low alloy and mild steels, ensuring a high resistance to cracking. When used for surfacing, the composition is more or less equal to<br />
that of ASTM 316 from the first run.<br />
S30415<br />
S30815<br />
C 0.07<br />
Si 1.60<br />
Mn 0.60<br />
Cr 21.0<br />
Ni 10.0<br />
N 0.15<br />
Yield 440N/mm²<br />
Tensile 680N/mm²<br />
Elongation 38%<br />
Hardness 210 Brinell<br />
Ar+30%He +<br />
2%CO²<br />
12-16I/min<br />
Max.1.5<br />
kJ/min<br />
Avesta 253 MA is designed for welding the high temperature steel Outokumpu 253 MA used for example in furnaces, combustion chambers burners ect. Both the steel<br />
and the consumable provide excellent properties at temperatures 850˚C- 1100˚C. Mig welding of 253MA is best performed using spray arc or pulsed arc. 253MA has a<br />
tendency to give a thick oxide layer during welding and hot rolling. Black plate and previous weld beads should be carefully brushed or ground prior to welding.<br />
AVESTA LDX 2101 1.416 S32101 C 0.02<br />
Si 0.4<br />
Mn 0.5<br />
Cr 23.0<br />
Ni 7.0<br />
Mo < 0.50<br />
N 0.14<br />
Characteristics and Applications<br />
AVESTA 2205<br />
EN 22 9 3 LN<br />
AWS ER2209<br />
Characteristics and Applications<br />
AVESTA 2507/P100<br />
EN 25 9 4 L N<br />
Characteristics and Applications<br />
AVESTA 904L<br />
EN 20 25 5 Cu L<br />
AWS ER385<br />
Characteristics and Applications<br />
AVESTA P12<br />
EN Ni Cr 22 Mo 9 Nb<br />
AWS ERNiCrMo-3<br />
Characteristics and Applications<br />
Yield 520N/mm²<br />
Tensile 710N/mm²<br />
Elongation 30%<br />
Ar+2% O² or<br />
2-3% CO²<br />
An addition<br />
of 30%He will<br />
improve fluidity<br />
and penetration.<br />
12-16I/min<br />
Max.0.5-<br />
2.0 kJ/min<br />
Avesta LDX 2101 is designed for the welding of ferritic-austenitic (duplex) stainless steel Outokumpu LDX 2101. LDX 2101 is a “lean duplex” steel with excellent strength and<br />
medium corrosion resistance. The steel is mainly intended for applications such as civil engineering storage, tanks, containers etc. Avesta LDX 2101 provides a ferriticaustenitic<br />
weldment that combines many of the good properties of both ferritic and austenitic stainless steels. The duplex microstructure gives high tensile strength and<br />
hereby also good resistance to stress corrosion cracking. Avesta LDX 2101 is over-alloyed with respect to nickel to ensure the right ferrite balance in the weld metal.<br />
1.446 S32205 C 0.02<br />
Si 0.50<br />
Mn 1.60<br />
Cr 23.0<br />
Ni 8.5<br />
Mo 3.10<br />
N 0.17<br />
Yield 550N/mm²<br />
Tensile 770N/mm²<br />
Elongation 30%<br />
Hardness 230 Brinell<br />
Ar+2% O² or<br />
2-3% CO²<br />
An addition<br />
of 30%He will<br />
improve fluidity<br />
and penetration.<br />
12-16I/min<br />
0.5 - 2.5kJ/<br />
mm<br />
Avesta 2205 is primarily designed for welding the duplex grade Outokumpu 2205 and similar but it can also be used for SAF 2304 type steels. Avesta 2205 provides<br />
a ferritic-austenitic weldment that combines the good properties of the good properties of both austenitic and ferritic steels . The welding can be performed using<br />
either short spray or pulse arc. Welding using pulsed arc provides good results in both horizontal and vertical up positions.<br />
1.441 S32750 C 0.02<br />
Si 0.35<br />
Mn 0.40<br />
Cr 25.0<br />
Ni 9.5<br />
Mo 4.0<br />
N 0.25<br />
Yield 570N/mm²<br />
Tensile 830N/mm²<br />
Elongation 29%<br />
Hardness 280 Brinell<br />
Ar+30%He +<br />
2%CO²<br />
12-16I/min<br />
0.5 - 2.5kJ/<br />
mm<br />
Avesta 2507/P100 is intended for welding super duplex alloys such as SAF 2507, ASTM S32760, S32550 and S31260. Welding 2507/P100 is preferably done using pulsed arc.<br />
1.454 904L C 0.01<br />
Si 0.35<br />
Mn 1.70<br />
Cr 20.0<br />
Ni 25.5<br />
Mo 4.5<br />
Cu 1.5<br />
Yield 340N/mm²<br />
Tensile 570N/mm²<br />
Elongation 38%<br />
Hardness 170 Brinell<br />
Ar+30%He 12-16I/min Max.1.5<br />
kJ/min<br />
Avesta 904L is intended for welding Outokumpu 904L and similar but can also be used for constructions in type ASTM 316 where a ferrite-free weld metal is<br />
required, such as cryogenic or non-magnetic applications. The impact strength at low temperature is excellent. A fully austenitic structure is more prone to hot or<br />
solidification cracking than type ASTM 316 welds, so welding should be performed minimizing the heat input interpass temperature and penetration with parent<br />
metal. The wire has excellent corrosion resistance in non-oxidizing solutions such as sulphuric and phosphoric acids.<br />
1.4547<br />
1.4529<br />
S31254 N08926 C 0.01<br />
Si 0.10<br />
Mn 0.10<br />
Cr 22.0<br />
Ni 65.0<br />
Mo 9.0<br />
Nb 3.6<br />
Fe