SPW Product Catalogue 2019

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
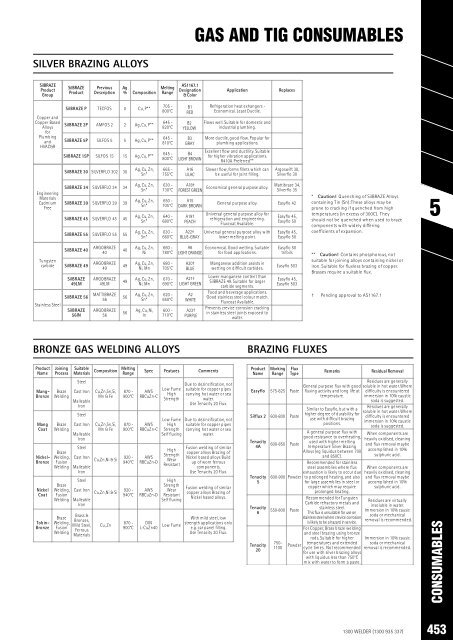
GAS AND TIG CONSUMABLES<br />
SILVER BRAZING ALLOYS<br />
SilBRAZE<br />
<strong>Product</strong><br />
Group<br />
SilBRAZE<br />
<strong>Product</strong><br />
Previous<br />
Description<br />
Ag<br />
% Composition<br />
Melting<br />
Range<br />
AS1167.1<br />
Designation<br />
&Color<br />
Application<br />
Replaces<br />
Copper and<br />
Copper Based<br />
Alloys<br />
for<br />
Plumbing<br />
and<br />
HVAC&R<br />
SilBRAZE P TECFOS 0 Cu, P**<br />
SilBRAZE 2P AMFOS2 2 Ag, Cu,P**<br />
SilBRAZE 5P SILFOS 5 5 Ag,Cu, P**<br />
SilBRAZE 15P SILFOS 15 15 Ag,Cu, P**<br />
SilBRAZE 30 SILVERFLO302 30<br />
Ag,Cu, Zn,<br />
Sn*<br />
705 -<br />
800°C<br />
645 -<br />
820°C<br />
645 -<br />
810°C<br />
645 -<br />
800°C<br />
665 -<br />
755°C<br />
B1<br />
RED<br />
B2<br />
YELLOW<br />
B3<br />
GRAY<br />
Refrigeration heatexhangers -<br />
Economical.Least Ductile.<br />
Flowswell. Suitable for domestic and<br />
industrial plumbing.<br />
More ductile,good flow.Popular for<br />
plumbing applications.<br />
B4<br />
Excellentflow and ductility. Suitable<br />
for highervibration applications.<br />
LIGHT BROWN<br />
R410A Preferred**<br />
A16<br />
LILAC<br />
Slower flow,forms filletswhich can<br />
be useful for joint filling.<br />
Argoswift 30,<br />
Silverflo 30<br />
Engineering<br />
Materials<br />
Cadmium<br />
Free<br />
SilBRAZE 34 SILVERFLO34 34<br />
SilBRAZE 39 SILVERFLO39 39<br />
SilBRAZE 45 SILVERFLO45 45<br />
SilBRAZE 55 SILVERFLO55 55<br />
Ag,Cu, Zn,<br />
Sn*<br />
Ag,Cu, Zn,<br />
Sn*<br />
Ag,Cu, Zn,<br />
Sn*<br />
Ag,Cu, Zn,<br />
Sn*<br />
630 -<br />
730°C<br />
650 -<br />
705°C<br />
640 -<br />
680°C<br />
630 -<br />
660°C<br />
A18†<br />
FOREST GREEN Economical general purpose alloy. Mattibraze 34,<br />
Silverflo 35<br />
A15<br />
DARK BROWN<br />
A19†<br />
PEACH<br />
A22†<br />
BLUE-GRAY<br />
General purpose alloy. Easyflo 42<br />
Universal general purposealloy for<br />
refrigeration and engineering.<br />
Fluxcoat Available.<br />
Universal general purposealloy with<br />
lowermelting point.<br />
Easyflo 45,<br />
Easyflo 50<br />
Easyflo 45,<br />
Easyflo 50<br />
* Caution! Quenching ofSilBRAZEAlloys<br />
containing Tin(Sn):Thesealloysmay be<br />
pronetocracking ifquenched from high<br />
temperatures (in excessof300C). They<br />
should notbequenched when used tobraze<br />
components with widely differing<br />
coefficients of expansion.<br />
5<br />
Tungsten<br />
carbide<br />
StainlessSteel<br />
SilBRAZE 40<br />
SilBRAZE 49<br />
SilBRAZE<br />
49LM<br />
SilBRAZE 56<br />
SilBRAZE<br />
56IN<br />
ARGOBRAZE<br />
40<br />
ARGOBRAZE<br />
49<br />
ARGOBRAZE<br />
49LM<br />
MATTIBRAZE<br />
56<br />
ARGOBRAZE<br />
56<br />
40<br />
49<br />
49<br />
56<br />
56<br />
Ag,Cu, Zn,<br />
Ni<br />
Ag,Cu, Zn,<br />
Ni,Mn<br />
Ag,Cu, Zn,<br />
Ni,Mn<br />
Ag,Cu, Zn,<br />
Sn*<br />
Ag,Cu,Ni,<br />
In<br />
660 -<br />
780°C<br />
680 -<br />
705°C<br />
670 -<br />
690°C<br />
620 -<br />
650°C<br />
600 -<br />
710°C<br />
A8 Economical.Goodwetting.Suitable<br />
LIGHT ORANGE for food applications.<br />
A20†<br />
BLUE<br />
A21†<br />
LIGHT GREEN<br />
A2<br />
WHITE<br />
A23†<br />
PURPLE<br />
Manganeseaddition assists in<br />
wetting ondifficult carbides.<br />
Lowermanganese contentthan<br />
SilBRAZE 49.Suitablefor larger<br />
carbide segments.<br />
Food and beverage applications.<br />
Good stainlesssteel colour match.<br />
Fluxcoat Available.<br />
Prevents crevice corrosion cracking<br />
in stainlesssteel joints exposed to<br />
water.<br />
Easyflo 50<br />
trifoils<br />
Easyflo 503<br />
Easyflo 45,<br />
Easyflo 503<br />
** Caution! Contains phosphorous, not<br />
suitable forjoining alloys containing nickel or<br />
iron.Suitablefor fluxless brazing ofcopper.<br />
Brasses require asuitableflux.<br />
† Pending approval to AS1167.1<br />
BRONZE GAS WELDING ALLOYS<br />
BRAZING FLUXES<br />
<strong>Product</strong><br />
Name<br />
Mang-<br />
Bronze<br />
Mang<br />
Coat<br />
Nickel-<br />
Bronze<br />
Nickel<br />
Coat<br />
Tobin-<br />
Bronze<br />
Joining<br />
Process<br />
Braze<br />
Welding<br />
Braze<br />
Welding<br />
Braze<br />
Welding,<br />
Fusion<br />
Welding<br />
Braze<br />
Welding,<br />
Fusion<br />
Welding<br />
Braze<br />
Welding,<br />
Fusion<br />
Welding<br />
Suitable<br />
Materials<br />
Steel<br />
Cast Iron<br />
Malleable<br />
Iron<br />
Steel<br />
Cast Iron<br />
Malleable<br />
Iron<br />
Steel<br />
Cast Iron<br />
Malleable<br />
Iron<br />
Steel<br />
Cast Iron<br />
Malleable<br />
Iron<br />
Brass &<br />
Bronzes,<br />
Mild Steel,<br />
Ferrous<br />
Materials<br />
Composition<br />
Cu,Zn,Sn,Si,<br />
Mn &Fe<br />
Cu,Zn,Sn,Si,<br />
Mn &Fe<br />
Cu,Zn,Ni &Si<br />
Cu,Zn,Ni &Si<br />
Cu,Zn<br />
Melting<br />
Range<br />
870 -<br />
900°C<br />
870 -<br />
900°C<br />
920 -<br />
940°C<br />
920 -<br />
940°C<br />
870 -<br />
900°C<br />
Spec Features Comments<br />
AWS<br />
RBCuZn-C<br />
AWS<br />
RBCuZn-C<br />
AWS<br />
RBCuZn-D<br />
AWS<br />
RBCuZn-D<br />
DIN<br />
L-CuZn40<br />
LowFume<br />
High<br />
Strength<br />
LowFume<br />
High<br />
Strength<br />
Self fluxing<br />
High<br />
Strength<br />
Wear<br />
Resistant<br />
High<br />
Strength<br />
Wear<br />
Resistant<br />
Self fluxing<br />
LowFume<br />
Duetodezincification,not<br />
suitable for copperpipes<br />
carrying hotwater or sea<br />
water.<br />
Use Tenacity 20Flux.<br />
Duetodezincification,not<br />
suitable forcopperpipes<br />
carrying hotwater or sea<br />
water.<br />
Fusion welding ofsimilar<br />
copper alloys Brazing of<br />
Nickel based alloys Build<br />
up of worn ferrous<br />
components.<br />
Use Tenacity 20Flux.<br />
Fusion welding ofsimilar<br />
copper alloys Brazing of<br />
Nickel based alloys.<br />
With mild steel, low<br />
strength applications only<br />
e.g.carpanel filling.<br />
Use Tenacity 20Flux.<br />
<strong>Product</strong><br />
Name<br />
Working<br />
Range<br />
Flux<br />
Type<br />
Easyflo 575-825 Paste<br />
Silflux 2 600-800 Paste<br />
Tenacity<br />
4A<br />
Tenacity<br />
5<br />
Tenacity<br />
6<br />
Tenacity<br />
20<br />
600-850 Paste<br />
600-900 Powder<br />
550-800 Paste<br />
750-<br />
1100<br />
Remarks<br />
Generalpurpose flux with good<br />
fluxing activity and long life at<br />
temperature.<br />
SimilartoEasyflo,but with a<br />
higher degree of durability for<br />
use with difficult brazing<br />
positions.<br />
ResidualRemoval<br />
Residues are generally<br />
solubleinhot water. Where<br />
difficulty is encountered<br />
immersion in10% caustic<br />
soda is suggested.<br />
Residues are generally<br />
solubleinhot water. Where<br />
difficulty is encountered<br />
immersion in10% caustic<br />
soda is suggested.<br />
Ageneral purposeflux with When components are<br />
good resistance to overheating, heavily oxidised, cleaning<br />
used with higher melting<br />
and flux removal maybe<br />
temperature SilverBrazing<br />
Alloys (eg liquidusbetween 700<br />
accomplished in 10%<br />
and 850C).<br />
sulphuric acid.<br />
Recommendedfor stainless<br />
steelassemblies where flux<br />
exhaustion is likely to occurdue<br />
to prolongedheating,and also<br />
forlarge assemblies in steel or<br />
copper which may require<br />
prolongedheating.<br />
When components are<br />
heavily oxidised, cleaning<br />
and flux removal maybe<br />
accomplished in 10%<br />
sulphuric acid.<br />
Recommendedfor Tungsten<br />
Residues are virtually<br />
Carbide refractorymetals and<br />
insolubleinwater.<br />
stainlesssteel.<br />
This flux is unsuitable foruse on<br />
Immersion in10% causic<br />
stainlesssteelwherecrevice corrosion<br />
soda or mechanical<br />
is likely to be ahazardinservice.<br />
removalisrecommended.<br />
ForCopper, Brass braze welding<br />
and steel brazing using bronze<br />
rods.Suitablefor higher Immersion in10% causic<br />
temperatures and extended<br />
Powder<br />
soda or mechanical<br />
cycle times. Not recommended removalisrecommended.<br />
foruse with silver brazing alloys<br />
with liquidus less than 750°C<br />
mixwith water to form apaste.<br />
CONSUMABLES<br />
1300 WELDER (1300 935 337)<br />
453