Restaurator im Handwerk â Ausgabe 2/2010 - Kramp & Kramp
Restaurator im Handwerk â Ausgabe 2/2010 - Kramp & Kramp
Restaurator im Handwerk â Ausgabe 2/2010 - Kramp & Kramp

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
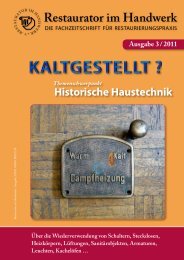
Glasurmühle in<br />
Joach<strong>im</strong>sthal<br />
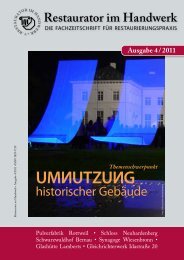
Tonschneider mit<br />
Sumpfgrube in<br />
Joach<strong>im</strong>sthal<br />
zusätzlich mit Messern geschrotet, wodurch man eine<br />
bessere Mischung und eine gleichmässigere Konsistenz<br />
erreichte.<br />
Mit der Aufnahme der Vormauerziegel- und Formsteinproduktion,<br />
die auch den Beginn der Zusammenarbeit<br />
mit Schinkel markiert, wurde die Aufbereitung<br />
durch den Einsatz von Maschinen verbessert. Es<br />
handelte sich hierbei um Tonschneidemaschinen und<br />
Schlämmmühlen. Hinzu kamen eine Glasurmühle und<br />
ein Stampfwerk zur Herstellung von Ziegelmehl.<br />
Bemerkenswert ist, dass die Intensität der Aufbereitung<br />
und der Masseversatz auf jede Produktart individuell<br />
zugeschnitten war. Die Arbeitsmasse für Backsteine<br />
ließ man nach dem Sumpfen den Tonschneider einmal,<br />
die Masse für Klinker aber zwe<strong>im</strong>al passieren. Nur die<br />
Masse für die Verblender und Formsteine wurde zwischen<br />
den beiden Passagen noch geschlämmt. Man<br />
arbeitete mit 7 verschiedenen Masseversätzen die sich<br />
durch den Wassergehalt und damit in ihrer Konsistenz,<br />
weich oder steif, und in der Art und dem prozentualen<br />
Zusatz von Magerungsmitteln und damit auch in ihrer<br />
Schwindung unterschieden. Mit dem teueren Ziegelmehl<br />
wurden nur die Formziegel gemagert, die übrigen<br />
Produkte mit Sand.<br />
Herzstück der Fertigung war die Formgebung. Die<br />
Formen waren genau auf die Schwindung der jeweiligen<br />
Arbeitsmasse abgest<strong>im</strong>mt und entsprechend gekennzeichnet.<br />
Die Mauerziegel wurden nach dem sog.<br />
Wasserstrichverfahren hergestellt. Der oben und unten<br />
offene Streichrahmen wurde auf dem Streichtisch mit<br />
Wasser besprengt zum besseren Entformen. Dann warf<br />
der Arbeiter einen Tonbatzen in die Form, drückte ihn<br />
mit den Händen so, dass die Form ganz ausgefüllt war,<br />
und strich die obere Seite mit einem Streichholz glatt.<br />
Das Formen der Klinker geschah auf die gleiche Weise,<br />
doch wurde die Form nach dem Abstreichen umgedreht,<br />
auf der Rückseite etwas Ton nachgedrückt und auch die<br />
diese Seite abgestrichen, so dass ein gleichmässig kompakter<br />
Formling entstand. Dieser zusätzliche Arbeitsgang<br />
verteuerte das Formen der Klinker um ca. 30%.<br />
Die Vormauerziegel für das Sichtmauerwerk wurden<br />
als sog. Schneidesteine hergestellt. Dazu mussten sie um<br />
die Stärke der späteren Abschnitte größer ausgeformt<br />
werden. Die Formlinge wurden dann in lederhartem<br />
Zustand, bei dem die Schwindung beendet ist, sie sich<br />
aber besonders gut schneiden und polieren lassen, in eine<br />
Schneidebank eingespannt. Mit einem scharfen Messer<br />
wurden die Kopf- und Läuferseiten beschnitten und<br />
gleichzeitig geglättet, so dass absolut rechtwinklige Steine<br />
mit einer glatten Oberfläche entstanden.<br />
Die Formziegel wurde mit einer steiferen Arbeitsmasse<br />
als sog. Ölsteine hergestellt. Dazu wurden die Formen<br />
mit „Rüböl“ (Rapsöl) eingestrichen. Durch in die Form<br />
eingelegte Futterstücke entstanden die gewünschten<br />
Profile. Bei einfachen Profilen wurden die Futterstücke<br />
zusammen mit dem Formling aus der Form gedrückt.<br />
Bei komplizierten, unterschnittenen Profilen wurde mit<br />
zerlegbaren Formen gearbeitet, die zum Entformen ganz<br />
auseinander genommen werden mussten.<br />
Formziegel konnten durch Be<strong>im</strong>ischung best<strong>im</strong>mter<br />
Farbstoffe wie Eisenocker, Chromgrün, Uranoxyd usw.<br />
auch farbig gebrannt werden, wobei man sechs Farben<br />
<strong>im</strong> Programm hatte (Dunkelbraun, Schwarz, Grün, Rot,<br />
Gelb und Weiß). Die Farbmischungen wurden mit der<br />
Glasurmühle fein zerrieben.<br />
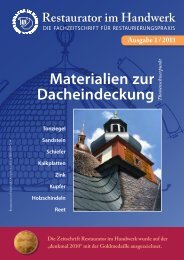
Das Trocknen erfolgte in unbeheizten Trockenscheunen.<br />
Die gewöhnlichen Mauerziegel wurden direkt in<br />
die Trockengerüste gesetzt, Klinker und Vormauerziegel<br />
auf mit Sand bestreuten Trockenbrettchen. Der Sand<br />
hatte die Aufgabe die Bewegung des Formlings be<strong>im</strong><br />
Schwinden zu erleichtern. Bei warmer Witterung betrug<br />
die Trockenzeit ca. 14 Tage. Anders sah es bei den Formziegeln<br />
aus, insbesondere bei komplizierten Formen, die<br />
sehr vorsichtig getrocknet werden mussten, was 2-3<br />
Monate dauern konnte. Dazu wurden sie mit Tonplatten<br />
vollständig eingehaust, um jeden Luftzug und damit die<br />
Gefahr der Rißbildung zu vermeiden.<br />
Zum Brennen wurde ein holzbefeuerter Kammerofen<br />
(oben offen ohne Gewölbe) eingesetzt. Der Einsatz der<br />
Ware erfolgte sehr durchdacht: Die Klinker und Vormauersteine<br />
wurden <strong>im</strong> Innern des Ofenraum dorthin<br />
gesetzt, wo die höchste Brenntemperatur erreicht wur-<br />
Trockengerüst,<br />
gewöhnliche<br />
Backsteine werden<br />
direkt auf den<br />
Latten abgesetzt,<br />
Sichtziegel auf<br />
Trockenbrettchen<br />
wie gezeigt<br />
<strong>Restaurator</strong> <strong>im</strong> <strong>Handwerk</strong> – <strong>Ausgabe</strong> 2/<strong>2010</strong><br />
9