

dihw MAGAZIN 3/2021
Fachartikel aus Forschung und Industrie bilden die Grundlage für eine Berichterstattung im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Beschichtungen.
Fachartikel aus Forschung und Industrie bilden die Grundlage für eine Berichterstattung im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Beschichtungen.

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Werkzeuge<br />
Schleifprozess beteiligt. Somit<br />
ist jedes einzelne Schleifkorn höher<br />
belastet, resultierend erfolgt<br />
eine stärkere Abflachung der<br />
Körner. Jedes Schleifkorn besitzt<br />
dabei eine größere spezifische<br />
Energie und führt so zu einem<br />
effizienteren Schleifprozess. Die<br />
geringere Anzahl an abrasiven<br />
Körnern in der Schleifscheibe<br />
C-50-K führt weiterhin zu kleineren<br />
Kräften (Bild 7).<br />
Tabelle 3<br />
Messung des<br />
Reflexionsanteils<br />
der abgeflachten<br />
Schleifkörner nach<br />
dem Abrichten und<br />
den Schleifversuchen<br />
bei unterschiedlichen<br />
Vorschüben<br />
(C-50-K).<br />
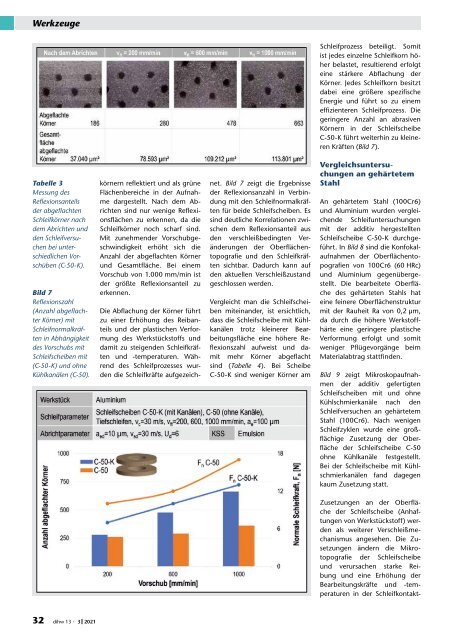
Bild 7<br />
Reflexionszahl<br />
(Anzahl abgeflachter<br />
Körner) mit<br />
Schleifnormalkräften<br />
in Abhängigkeit<br />
des Vorschubs mit<br />
Schleifscheiben mit<br />
(C-50-K) und ohne<br />
Kühlkanälen (C-50).<br />
körnern reflektiert und als grüne<br />
Flächenbereiche in der Aufnahme<br />
dargestellt. Nach dem Abrichten<br />
sind nur wenige Reflexionsflächen<br />
zu erkennen, da die<br />
Schleifkörner noch scharf sind.<br />
Mit zunehmender Vorschubgeschwindigkeit<br />
erhöht sich die<br />
Anzahl der abgeflachten Körner<br />
und Gesamtfläche. Bei einem<br />
Vorschub von 1.000 mm/min ist<br />
der größte Reflexionsanteil zu<br />
erkennen.<br />
Die Abflachung der Körner führt<br />
zu einer Erhöhung des Reibanteils<br />
und der plastischen Verformung<br />
des Werkstückstoffs und<br />
damit zu steigenden Schleifkräften<br />
und -temperaturen. Während<br />
des Schleifprozesses wurden<br />
die Schleifkräfte aufgezeich-<br />
net. Bild 7 zeigt die Ergebnisse<br />
der Reflexionsanzahl in Verbindung<br />
mit den Schleifnormalkräften<br />
für beide Schleifscheiben. Es<br />
sind deutliche Korrelationen zwischen<br />
dem Reflexionsanteil aus<br />
den verschleißbedingten Veränderungen<br />
der Oberflächentopografie<br />
und den Schleifkräften<br />
sichtbar. Dadurch kann auf<br />
den aktuellen Verschleißzustand<br />
geschlossen werden.<br />
Vergleicht man die Schleifscheiben<br />
miteinander, ist ersichtlich,<br />
dass die Schleifscheibe mit Kühlkanälen<br />
trotz kleinerer Bearbeitungsfläche<br />
eine höhere Reflexionszahl<br />
aufweist und damit<br />
mehr Körner abgeflacht<br />
sind (Tabelle 4). Bei Scheibe<br />
C-50-K sind weniger Körner am<br />
Vergleichsuntersuchungen<br />
an gehärtetem<br />
Stahl<br />
An gehärtetem Stahl (100Cr6)<br />
und Aluminium wurden vergleichende<br />
Schleifuntersuchungen<br />
mit der additiv hergestellten<br />
Schleifscheibe C-50-K durchgeführt.<br />
In Bild 8 sind die Konfokalaufnahmen<br />
der Oberflächentopografien<br />
von 100Cr6 (60 HRc)<br />
und Aluminium gegenübergestellt.<br />
Die bearbeitete Oberfläche<br />
des gehärteten Stahls hat<br />
eine feinere Oberflächenstruktur<br />
mit der Rauheit Ra von 0,2 µm,<br />
da durch die höhere Werkstoffhärte<br />
eine geringere plastische<br />
Verformung erfolgt und somit<br />
weniger Pflügevorgänge beim<br />
Materialabtrag stattfinden.<br />
Bild 9 zeigt Mikroskopaufnahmen<br />
der additiv gefertigten<br />
Schleifscheiben mit und ohne<br />
Kühlschmierkanäle nach den<br />
Schleifversuchen an gehärtetem<br />
Stahl (100Cr6). Nach wenigen<br />
Schleifzyklen wurde eine großflächige<br />
Zusetzung der Oberfläche<br />
der Schleifscheibe C-50<br />
ohne Kühlkanäle festgestellt.<br />
Bei der Schleifscheibe mit Kühlschmierkanälen<br />
fand dagegen<br />
kaum Zusetzung statt.<br />
Zusetzungen an der Oberfläche<br />
der Schleifscheibe (Anhaftungen<br />
von Werkstückstoff) werden<br />
als weiterer Verschleißmechanismus<br />
angesehen. Die Zusetzungen<br />
ändern die Mikrotopografie<br />
der Schleifscheibe<br />
und verursachen starke Reibung<br />
und eine Erhöhung der<br />
Bearbeitungskräfte und -temperaturen<br />
in der Schleifkontakt-<br />
32 <strong>dihw</strong> 13 · 3 <strong>2021</strong>














