Télécharger PDF - Paul Forrer AG
Télécharger PDF - Paul Forrer AG
Télécharger PDF - Paul Forrer AG
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
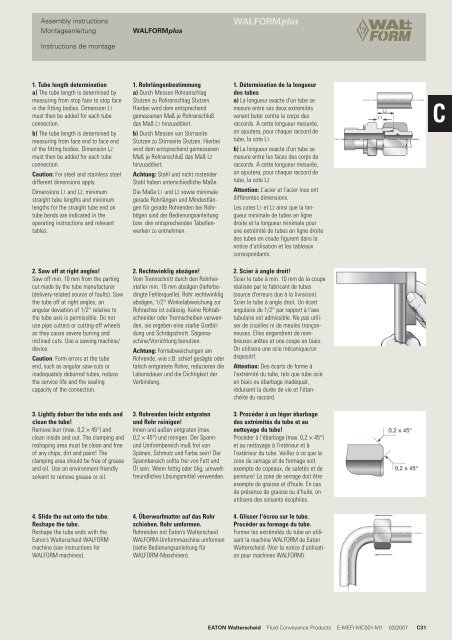
Assembly instructionsMontageanleitungWALFORMplusWALFORMplus +Instructions de montage1. Tube length determinationa) The tube length is determined bymeasuring from stop face to stop facein the fitting bodies. Dimension L1must then be added for each tubeconnection.b) The tube length is determined bymeasuring from face end to face endof the fitting bodies. Dimension L2must then be added for each tubeconnection.Caution: For steel and stainless steeldifferent dimensions apply.Dimensions L1 and L2, minimumstraight tube lengths and minimumlengths for the straight tube end ontube bends are indicated in theoperating instructions and relevanttables.1. Rohrlängenbestimmunga) Durch Messen RohranschlagStutzen zu Rohranschlag Stutzen.Hierbei wird dem entsprechendgemessenen Maß je Rohranschlußdas Maß L1 hinzuaddiert.b) Durch Messen von StirnseiteStutzen zu Stirnseite Stutzen. Hierbeiwird dem entsprechend gemessenenMaß je Rohranschluß das Maß L2hinzuaddiert.Achtung: Stahl und nicht rostenderStahl haben unterschiedliche Maße.Die Maße L1 und L2 sowie minimalegerade Rohrlängen und Mindestlängenfür gerade Rohrenden bei Rohrbögensind der Bedienungsanleitungbzw. den entsprechenden Tabellenwerkenzu entnehmen.1. Détermination de la longueurdes tubesa) La longueur exacte d'un tube semesure entre ses deux extrémitésvenant buter contre le corps desraccords. A cette longueur mesurée,on ajoutera, pour chaque raccord detube, la cote L1.b) La longueur exacte d'un tube semesure entre les faces des corps deraccords. A cette longueur mesurée,on ajoutera, pour chaque raccord detube, la cote L2.Attention: L'acier et l'acier inox ontdifférentes dimensions.Les cotes L1 et L2 ainsi que la longueurminimale de tubes en lignedroite et la longueur minimale pourune extrémité de tubes en ligne droitedes tubes en coude figurent dans lanotice d'utilisation et les tableauxcorrespondants.C2. Saw off at right angles!Saw off min. 10 mm from the partingcut made by the tube manufacturer(delivery-related source of faults). Sawthe tube off at right angles, anangular deviation of 1/2° relative tothe tube axis is permissible. Do notuse pipe cutters or cutting-off wheelsas they cause severe burring andinclined cuts. Use a sawing machine/device.Caution: Form errors at the tubeend, such as angular saw-cuts orinadequately deburred tubes, reducethe service life and the sealingcapacity of the connection.2. Rechtwinklig absägen!Vom Trennschnitt durch den Rohrherstellermin. 10 mm absägen (lieferbedingteFehlerquelle). Rohr rechtwinkligabsägen, 1/2° Winkelabweichung zurRohrachse ist zulässig. Keine Rohrabschneideroder Trennscheiben verwenden,sie ergeben eine starke Gratbildungund Schrägschnitt. Sägemaschine/Vorrichtungbenutzen.Achtung: Formabweichungen amRohrende, wie z.B. schief gesägte oderfalsch entgratete Rohre, reduzieren dieLebensdauer und die Dichtigkeit derVerbindung.2. Scier à angle droit!Scier le tube à min. 10 mm de la couperéalisée par le fabricant de tubes(source d'erreurs due à la livraison).Scier le tube à angle droit. Un écartangulaire de 1/2° par rapport à l'axetubulaire est admissible. Ne pas utiliserde cisailles ni de meules tronçonneuses.Elles engendrent de nombreusesarêtes et une coupe en biais.On utilisera une scie mécanique/undispositif.Attention: Des écarts de forme àl’extrémité du tube, tels que tube sciéen biais ou ébarbage inadéquat,réduisent la durée de vie et l’étanchéitédu raccord.3. Lightly deburr the tube ends andclean the tube!Remove burr (max. 0,2 × 45°) andclean inside and out. The clamping andreshaping area must be clean and freeof any chips, dirt and paint! Theclamping area should be free of greaseand oil. Use an environment-friendlysolvent to remove grease or oil.3. Rohrenden leicht entgratenund Rohr reinigen!Innen und außen entgraten (max.0,2 × 45°) und reinigen. Der SpannundUmformbereich muß frei vonSpänen, Schmutz und Farbe sein! DerSpannbereich sollte frei von Fett undÖl sein. Wenn fettig oder ölig, umweltfreundlichesLösungsmittel verwenden.3. Procéder à un léger ébarbagedes extrémités du tube et aunettoyage du tube!Procéder à l'ébarbage (max. 0,2 × 45°)et au nettoyage à l'intérieur et àI'extérieur du tube. Veillez à ce que lazone de serrage et de formage soitexempte de copeaux, de saletés et depeinture! La zone de serrage doit êtreexempte de graisse et d'huile. En casde présence de graisse ou d'huile, onutilisera des solvants écophiles.4. Slide the nut onto the tube.Reshape the tube.Reshape the tube ends with theEaton’s Walterscheid WALFORMmachine (see instructions forWALFORM machines).4. Überwurfmutter auf das Rohrschieben. Rohr umformen.Rohrenden mit Eaton’s WalterscheidWALFORM-Umformmaschine umformen(siehe Bedienungsanleitung fürWALFORM-Maschinen).4. Glisser l'écrou sur le tube.Procéder au formage du tube.Former les extrémités du tube en utilisantla machine WALFORM de EatonWalterscheid. (Voir la notice d'utilisationpour machines WALFORM).EATON Walterscheid Fluid Conveyance Products E-MEFI-MC001-M1 03/2007 C31