Télécharger PDF - Paul Forrer AG
Télécharger PDF - Paul Forrer AG
Télécharger PDF - Paul Forrer AG
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
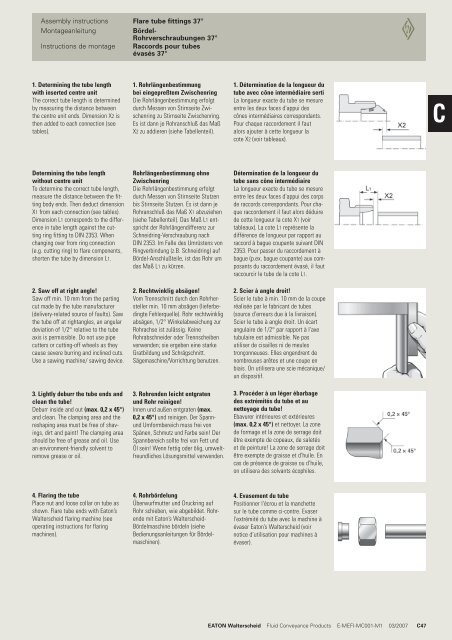
Assembly instructionsMontageanleitungInstructions de montageFlare tube fittings 37°Bördel-Rohrverschraubungen 37°Raccords pour tubesévasés 37°1. Determining the tube lengthwith inserted centre unitThe correct tube length is determinedby measuring the distance betweenthe centre unit ends. Dimension X2 isthen added to each connection (seetables).1. Rohrlängenbestimmungbei eingepreßtem ZwischenringDie Rohrlängenbestimmung erfolgtdurch Messen von Stirnseite Zwischenringzu Stirnseite Zwischenring.Es ist dann je Rohranschluß das MaßX2 zu addieren (siehe Tabellenteil).1. Détermination de la longueur dutube avec cône intermédiaire sertiLa longueur exacte du tube se mesureentre les deux faces d'appui descônes intermédiaires correspondants.Pour chaque raccordement il fautalors ajouter à cette longueur lacote X2 (voir tableaux).CDetermining the tube lengthwithout centre unitTo determine the correct tube length,measure the distance between the fittingbody ends. Then deduct dimensionX1 from each connection (see tables).Dimension L1 corresponds to the differencein tube length against the cuttingring fitting to DIN 2353. Whenchanging over from ring connection(e.g. cutting ring) to flare components,shorten the tube by dimension L1.Rohrlängenbestimmung ohneZwischenringDie Rohrlängenbestimmung erfolgtdurch Messen von Stirnseite Stutzenbis Stirnseite Stutzen. Es ist dann jeRohranschluß das Maß X1 abzuziehen(siehe Tabellenteil). Das Maß L1 entsprichtder Rohrlängendifferenz zurSchneidring-Verschraubung nachDIN 2353. Im Falle des Umrüstens vonRingverbindung (z.B. Schneidring) aufBördel-Anschlußteile, ist das Rohr umdas Maß L1 zu kürzen.Détermination de la longueur dutube sans cône intermédiaireLa longueur exacte du tube se mesureentre les deux faces d'appui des corpsde raccords correspondants. Pour chaqueraccordement il faut alors déduirede cette longueur la cote X1 (voirtableaux). La cote L1 représente ladifférence de longueur par rapport auraccord à bague coupante suivant DIN2353. Pour passer du raccordement àbague (p.ex. bague coupante) aux composantsdu raccordement évasé, il fautraccourcir le tube de la cote L1.2. Saw off at right angle!Saw off min. 10 mm from the partingcut made by the tube manufacturer(delivery-related source of faults). Sawthe tube off at rightangles, an angulardeviation of 1/2° relative to the tubeaxis is permissible. Do not use pipecutters or cutting-off wheels as theycause severe burring and inclined cuts.Use a sawing machine/ sawing device.2. Rechtwinklig absägen!Vom Trennschnitt durch den Rohrherstellermin. 10 mm absägen (lieferbedingteFehlerquelle). Rohr rechtwinkligabsägen, 1/2° Winkelabweichung zurRohrachse ist zulässig. KeineRohrabschneider oder Trennscheibenverwenden; sie ergeben eine starkeGratbildung und Schrägschnitt.Sägemaschine/Vorrichtung benutzen.2. Scier à angle droit!Scier le tube à min. 10 mm de la couperéalisée par le fabricant de tubes(source d’erreurs due à la livraison).Scier le tube à angle droit. Un écartangulaire de 1/2° par rapport à l'axetubulaire est admissible. Ne pasutiliser de cisailles ni de meulestronçonneuses. Elles engendrent denombreuses arêtes et une coupe enbiais. On utilisera une scie mécanique/un dispositif.3. Lightly deburr the tube ends andclean the tube!Deburr inside and out (max. 0,2 x 45°)and clean. The clamping area and thereshaping area must be free of shavings,dirt and paint! The clamping areashould be free of grease and oil. Usean environment-friendly solvent toremove grease or oil.3. Rohrenden leicht entgratenund Rohr reinigen!Innen und außen entgraten (max.0,2 x 45°) und reinigen. Der SpannundUmformbereich muss frei vonSpänen, Schmutz und Farbe sein! DerSpannbereich sollte frei von Fett undÖl sein! Wenn fettig oder ölig, umweltfreundlichesLösungsmittel verwenden.3. Procéder à un léger ébarbagedes extrémités du tube et aunettoyage du tube!Ebavurer intérieures et extérieures(max. 0,2 x 45°) et nettoyer. La zonede formage et la zone de serrage doitêtre exempte de copeaux, de saletéset de peinture! La zone de serrage doitêtre exempte de graisse et d’huile. Encas de présence de graisse ou d’huile,on utilisera des solvants écophiles.4. Flaring the tubePlace nut and loose collar on tube asshown. Flare tube ends with Eaton’sWalterscheid flaring machine (seeoperating instructions for flaringmachines).4. RohrbördelungÜberwurfmutter und Druckring aufRohr schieben, wie abgebildet. Rohrendemit Eaton’s Walterscheid-Bördelmaschine bördeln (sieheBedienungsanleitungen für Bördelmaschinen).4. Evasement du tubePositionner l'écrou et la manchettesur le tube comme ci-contre. Evaserl'extrémité du tube avec la machine àévaser Eaton’s Walterscheid (voirnotice d’utilisation pour machines àévaser).EATON Walterscheid Fluid Conveyance Products E-MEFI-MC001-M1 03/2007 C47