Untersuchungen zu Fabry-Pérot Filterfeldern - KOBRA - Universität ...
Untersuchungen zu Fabry-Pérot Filterfeldern - KOBRA - Universität ...
Untersuchungen zu Fabry-Pérot Filterfeldern - KOBRA - Universität ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
70<br />
Heißprägemethode<br />
der Strukturen bei der Trennung des Stempels vom Substrat. Da nach der ersten<br />
Versuchsreihe das Nutzen der Heißprägetechnologie <strong>zu</strong>m Erreichen der in dieser Arbeit<br />
gesteckten Ziele ausgeschlossen wurde, fanden keinerlei weitere <strong>Untersuchungen</strong> statt, die<br />
genannten Fehlermöglichkeiten <strong>zu</strong> analysieren.<br />
Des Weiteren lassen sich der Stempel und das Substrat nach dem Prägen nicht<br />
zerstörungsfrei trennen. Beim vorsichtigen Ablösen des Stempels vom Substrat zerbrach<br />
dieser. Kleinste Splitter des Stempels hafteten noch an der Prägung und verunreinigten das<br />
Ergebnis. Keine der durchgeführten Prägungen führte <strong>zu</strong> einem brauchbaren Ergebnis. In<br />
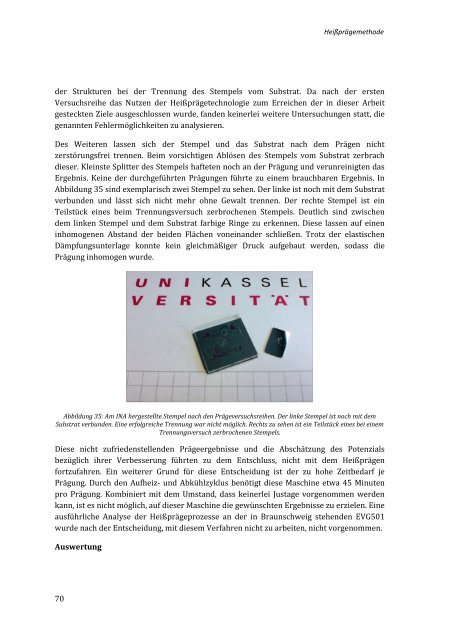
Abbildung 35 sind exemplarisch zwei Stempel <strong>zu</strong> sehen. Der linke ist noch mit dem Substrat<br />
verbunden und lässt sich nicht mehr ohne Gewalt trennen. Der rechte Stempel ist ein<br />
Teilstück eines beim Trennungsversuch zerbrochenen Stempels. Deutlich sind zwischen<br />
dem linken Stempel und dem Substrat farbige Ringe <strong>zu</strong> erkennen. Diese lassen auf einen<br />
inhomogenen Abstand der beiden Flächen voneinander schließen. Trotz der elastischen<br />
Dämpfungsunterlage konnte kein gleichmäßiger Druck aufgebaut werden, sodass die<br />
Prägung inhomogen wurde.<br />
Abbildung 35: Am INA hergestellte Stempel nach den Prägeversuchsreihen. Der linke Stempel ist noch mit dem<br />
Substrat verbunden. Eine erfolgreiche Trennung war nicht möglich. Rechts <strong>zu</strong> sehen ist ein Teilstück eines bei einem<br />
Trennungsversuch zerbrochenen Stempels.<br />
Diese nicht <strong>zu</strong>friedenstellenden Prägeergebnisse und die Abschät<strong>zu</strong>ng des Potenzials<br />
bezüglich ihrer Verbesserung führten <strong>zu</strong> dem Entschluss, nicht mit dem Heißprägen<br />
fort<strong>zu</strong>fahren. Ein weiterer Grund für diese Entscheidung ist der <strong>zu</strong> hohe Zeitbedarf je<br />
Prägung. Durch den Aufheiz- und Abkühlzyklus benötigt diese Maschine etwa 45 Minuten<br />
pro Prägung. Kombiniert mit dem Umstand, dass keinerlei Justage vorgenommen werden<br />
kann, ist es nicht möglich, auf dieser Maschine die gewünschten Ergebnisse <strong>zu</strong> erzielen. Eine<br />
ausführliche Analyse der Heißprägeprozesse an der in Braunschweig stehenden EVG501<br />
wurde nach der Entscheidung, mit diesem Verfahren nicht <strong>zu</strong> arbeiten, nicht vorgenommen.<br />
Auswertung