

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
-95-<br />
7 Untersuchungsergebnisse: Kragenziehen mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss (KNWW)<br />
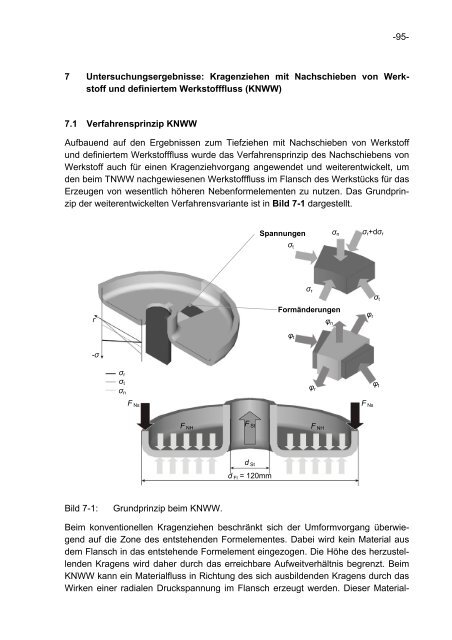
7.1 Verfahrensprinzip KNWW<br />
Aufbauend auf den Ergebnissen zum <strong>Tiefziehen</strong> mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss wurde das Verfahrensprinzip des Nachschiebens von<br />
Werkstoff auch für einen Kragenziehvorgang angewendet <strong>und</strong> weiterentwickelt, um<br />
den <strong>beim</strong> TNWW nachgewiesenen Werkstofffluss im Flansch des Werkstücks für das<br />
Erzeugen von wesentlich höheren Nebenformelementen zu nutzen. Das Gr<strong>und</strong>prinzip<br />
<strong>der</strong> weiterentwickelten Verfahrensvariante ist in Bild 7-1 dargestellt.<br />
Spannungen<br />
σ t<br />
σ n<br />
σ r +dσ r<br />
r<br />
σ r<br />
Formän<strong>der</strong>ungen<br />
φ n<br />
φ r<br />
σ t<br />
φ t<br />
-σ<br />
σ r<br />
σ t<br />
σ n<br />
φ r<br />
φ t<br />
F Ns<br />
F Ns<br />
F NH<br />
F St<br />
F NH<br />
d St<br />
d Fl = 120mm<br />
Bild 7-1:<br />
Gr<strong>und</strong>prinzip <strong>beim</strong> KNWW.<br />
Beim konventionellen Kragenziehen beschränkt sich <strong>der</strong> Umformvorgang überwiegend<br />
auf die Zone des entstehenden Formelementes. Dabei wird kein Material aus<br />
dem Flansch in das entstehende Formelement eingezogen. Die Höhe des herzustellenden<br />
Kragens wird daher durch das erreichbare Aufweitverhältnis begrenzt. Beim<br />
KNWW kann ein Materialfluss in Richtung des sich ausbildenden Kragens durch das<br />
Wirken einer radialen Druckspannung im Flansch erzeugt werden. Dieser Material-













