

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
-74-<br />
6 Untersuchungsergebnisse: <strong>Tiefziehen</strong> mit Nachschieben von<br />
Werkstoff <strong>und</strong> definiertem Werkstofffluss (TNWW)<br />
TNWW durchgeführt. Die dritte Phase vom Punkt III zum Punkt IV charakterisiert das<br />
Öffnen <strong>der</strong> Presse.<br />
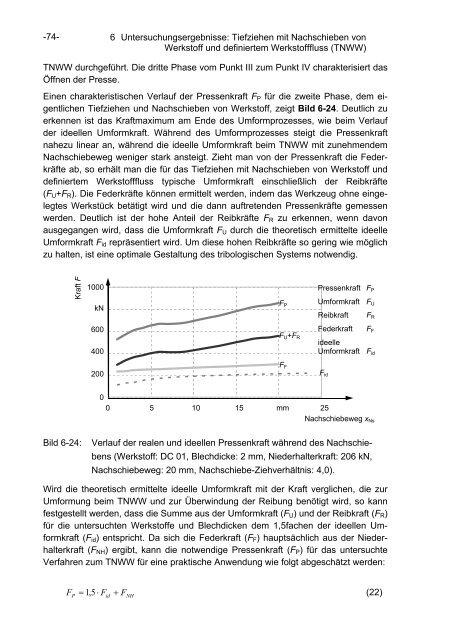
Einen charakteristischen Verlauf <strong>der</strong> Pressenkraft F P für die zweite Phase, dem eigentlichen<br />
<strong>Tiefziehen</strong> <strong>und</strong> Nachschieben von Werkstoff, zeigt Bild 6-24. Deutlich zu<br />
erkennen ist das Kraftmaximum am Ende des Umformprozesses, wie <strong>beim</strong> Verlauf<br />
<strong>der</strong> ideellen Umformkraft. Während des Umformprozesses steigt die Pressenkraft<br />
nahezu linear an, während die ideelle Umformkraft <strong>beim</strong> TNWW mit zunehmendem<br />
Nachschiebeweg weniger stark ansteigt. Zieht man von <strong>der</strong> Pressenkraft die Fe<strong>der</strong>kräfte<br />
ab, so erhält man die für das <strong>Tiefziehen</strong> mit Nachschieben von Werkstoff <strong>und</strong><br />
definiertem Werkstofffluss typische Umformkraft einschließlich <strong>der</strong> Reibkräfte<br />
(F U +F R ). Die Fe<strong>der</strong>kräfte können ermittelt werden, indem das Werkzeug ohne eingelegtes<br />
Werkstück betätigt wird <strong>und</strong> die dann auftretenden Pressenkräfte gemessen<br />
werden. Deutlich ist <strong>der</strong> hohe Anteil <strong>der</strong> Reibkräfte F R zu erkennen, wenn davon<br />
ausgegangen wird, dass die Umformkraft F U durch die theoretisch ermittelte ideelle<br />
Umformkraft F id repräsentiert wird. Um diese hohen Reibkräfte so gering wie möglich<br />
zu halten, ist eine optimale Gestaltung des tribologischen Systems notwendig.<br />
Kraft F<br />
1000<br />
Pressenkraft F P<br />
kN<br />
F P<br />
Umformkraft F U<br />
Reibkraft<br />
F R<br />
600<br />
Fe<strong>der</strong>kraft<br />
F F<br />
400<br />
F U +F R<br />
ideelle<br />
Umformkraft F id<br />
200<br />
F F<br />
F id<br />
0<br />
0<br />
5<br />
10<br />
15<br />
mm<br />
25<br />
Nachschiebeweg x Ns<br />
Bild 6-24:<br />
Verlauf <strong>der</strong> realen <strong>und</strong> ideellen Pressenkraft während des Nachschiebens<br />
(Werkstoff: DC 01, Blechdicke: 2 mm, Nie<strong>der</strong>halterkraft: 206 kN,<br />
Nachschiebeweg: 20 mm, Nachschiebe-Ziehverhältnis: 4,0).<br />
Wird die theoretisch ermittelte ideelle Umformkraft mit <strong>der</strong> Kraft verglichen, die zur<br />
Umformung <strong>beim</strong> TNWW <strong>und</strong> zur Überwindung <strong>der</strong> Reibung benötigt wird, so kann<br />
festgestellt werden, dass die Summe aus <strong>der</strong> Umformkraft (F U ) <strong>und</strong> <strong>der</strong> Reibkraft (F R )<br />
für die untersuchten Werkstoffe <strong>und</strong> Blechdicken dem 1,5fachen <strong>der</strong> ideellen Umformkraft<br />
(F id ) entspricht. Da sich die Fe<strong>der</strong>kraft (F F ) hauptsächlich aus <strong>der</strong> Nie<strong>der</strong>halterkraft<br />
(F NH ) ergibt, kann die notwendige Pressenkraft (F P ) für das untersuchte<br />
Verfahren zum TNWW für eine praktische Anwendung wie folgt abgeschätzt werden:<br />
F = 1 , 5⋅ F + F<br />
(22)<br />
P<br />
id<br />
NH













