

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
-57-<br />
6 Untersuchungsergebnisse: <strong>Tiefziehen</strong> mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss (TNWW)<br />
6.1 Vorbemerkungen<br />
Beim konventionellen <strong>Tiefziehen</strong> begrenzen, wie im „Stand <strong>der</strong> Technik“ beschrieben,<br />
hauptsächlich <strong>der</strong> Versagensfall Bodenreißer <strong>und</strong> die Faltenbildung das Verfahrensfenster.<br />
Beim TNWW wird durch das Nachschieben von Werkstoff <strong>und</strong> die dadurch im<br />
Flansch entstehenden radialen Druckspannungen die zum Einziehen des Flansches<br />
notwendige <strong>und</strong> über die Zarge zu übertragende Ziehstempelkraft wesentlich reduziert.<br />
Sind <strong>der</strong> Vorgang des Ziehens <strong>und</strong> Nachschiebens in einem verfahrensspezifischen<br />
Verhältnis abgestimmt, wird das neuartige Verfahren nicht wie <strong>beim</strong> konventionellen<br />
<strong>Tiefziehen</strong> durch einen Bodenreißer begrenzt. Vielmehr besteht verstärkt die<br />
Gefahr, dass die <strong>beim</strong> Erreichen eines bestimmten tangentialen Umformgrades wirkenden<br />
tangentialen Druckspannungen bei deutlich höheren Nachschiebe-<br />
Ziehverhältnissen (d Fl /d st ) zu Falten im Flansch des Werkstücks führen.<br />
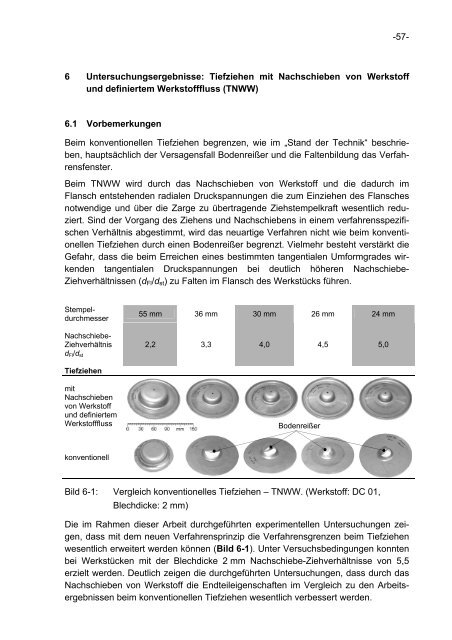
Stempeldurchmesser<br />
Nachschiebe-<br />
Ziehverhältnis<br />
d Fl /d st<br />
55 mm 36 mm 30 mm 26 mm 24 mm<br />
2,2 3,3 4,0 4,5 5,0<br />
<strong>Tiefziehen</strong><br />
mit<br />
Nachschieben<br />
von Werkstoff<br />
<strong>und</strong> definiertem<br />
Werkstofffluss<br />
Bodenreißer<br />
konventionell<br />
Bild 6-1: Vergleich konventionelles <strong>Tiefziehen</strong> – TNWW. (Werkstoff: DC 01,<br />
Blechdicke: 2 mm)<br />
Die im Rahmen dieser Arbeit durchgeführten experimentellen Untersuchungen zeigen,<br />
dass mit dem neuen Verfahrensprinzip die Verfahrensgrenzen <strong>beim</strong> <strong>Tiefziehen</strong><br />
wesentlich erweitert werden können (Bild 6-1). Unter Versuchsbedingungen konnten<br />
bei Werkstücken mit <strong>der</strong> Blechdicke 2 mm Nachschiebe-Ziehverhältnisse von 5,5<br />
erzielt werden. Deutlich zeigen die durchgeführten Untersuchungen, dass durch das<br />
Nachschieben von Werkstoff die Endteileigenschaften im Vergleich zu den Arbeitsergebnissen<br />
<strong>beim</strong> konventionellen <strong>Tiefziehen</strong> wesentlich verbessert werden.













