

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
-18-<br />
2 Stand <strong>der</strong> Technik<br />
ringern. Gerade bei nicht - rotationssymmetrischen Werkstücken werden Vielpunkt-<br />
Zieheinrichtungen o<strong>der</strong> segmentierte Werkzeuge genutzt, um über eine örtlich unterschiedliche<br />
Verteilung <strong>der</strong> Flächenpressungen den Materialfluss zu steuern<br />
/53 bis 63/. Dabei wird die Nie<strong>der</strong>halterkraft über den Umfang des Werkstücks <strong>und</strong><br />
über <strong>der</strong> Ziehtiefe variiert. Die Entwicklung <strong>und</strong> <strong>der</strong> Einsatz dieser aktiven Nie<strong>der</strong>haltersysteme<br />
führten zu einer deutlichen Verbesserung des Umformergebnisses insbeson<strong>der</strong>e,<br />
wenn es gilt komplizierte Bauteile herzustellen.<br />
Ein Werkzeugsystem, bei dem <strong>der</strong> Nie<strong>der</strong>halter flexibel ausgeführt ist <strong>und</strong> somit die<br />
Nie<strong>der</strong>halterkraft in Bezug auf Zeit <strong>und</strong> Ort variiert werden kann, beschreibt KERGEN<br />
in /64/.<br />
Eine weitere Möglichkeit, die Reibkräfte zu verringern <strong>und</strong> den Werkstofffluss zu erleichtern,<br />
besteht im Einsatz von schwingenden Nie<strong>der</strong>haltern /65 bis 75/. Durch die<br />
Anwendung von schwingenden Nie<strong>der</strong>haltern können das Grenzziehverhältnis erhöht,<br />
Schmierstoff minimiert <strong>und</strong> das <strong>Tiefziehen</strong> von schwer umformbaren Blechen<br />
optimiert werden. SIEGERT modelliert in /76, 77/ an einer Streifenziehanlage das Tribosystem,<br />
wie es in <strong>der</strong> Zone des geraden Materialeinlaufes <strong>beim</strong> <strong>Tiefziehen</strong> zu finden<br />
ist. Dabei konnte gezeigt werden, dass mit zunehmendem schwingendem Anteil<br />
<strong>der</strong> Nie<strong>der</strong>halterkraft die Reibungskraft reduziert werden kann.<br />
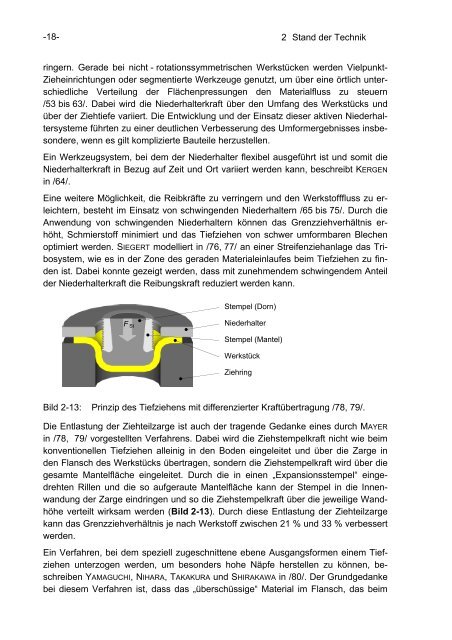
Stempel (Dorn)<br />
F St<br />
Nie<strong>der</strong>halter<br />
Stempel (Mantel)<br />
Werkstück<br />
Ziehring<br />
Bild 2-13: Prinzip des <strong>Tiefziehen</strong>s mit differenzierter Kraftübertragung /78, 79/.<br />
Die Entlastung <strong>der</strong> Ziehteilzarge ist auch <strong>der</strong> tragende Gedanke eines durch MAYER<br />
in /78, 79/ vorgestellten Verfahrens. Dabei wird die Ziehstempelkraft nicht wie <strong>beim</strong><br />
konventionellen <strong>Tiefziehen</strong> alleinig in den Boden eingeleitet <strong>und</strong> über die Zarge in<br />
den Flansch des Werkstücks übertragen, son<strong>der</strong>n die Ziehstempelkraft wird über die<br />
gesamte Mantelfläche eingeleitet. Durch die in einen „Expansionsstempel“ eingedrehten<br />
Rillen <strong>und</strong> die so aufgeraute Mantelfläche kann <strong>der</strong> Stempel in die Innenwandung<br />
<strong>der</strong> Zarge eindringen <strong>und</strong> so die Ziehstempelkraft über die jeweilige Wandhöhe<br />
verteilt wirksam werden (Bild 2-13). Durch diese Entlastung <strong>der</strong> Ziehteilzarge<br />
kann das Grenzziehverhältnis je nach Werkstoff zwischen 21 % <strong>und</strong> 33 % verbessert<br />
werden.<br />
Ein Verfahren, bei dem speziell zugeschnittene ebene Ausgangsformen einem <strong>Tiefziehen</strong><br />
unterzogen werden, um beson<strong>der</strong>s hohe Näpfe herstellen zu können, beschreiben<br />
YAMAGUCHI, NIHARA, TAKAKURA <strong>und</strong> SHIRAKAWA in /80/. Der Gr<strong>und</strong>gedanke<br />
bei diesem Verfahren ist, dass das „überschüssige“ Material im Flansch, das <strong>beim</strong>













