

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Dissertation M. Otto -27-<br />
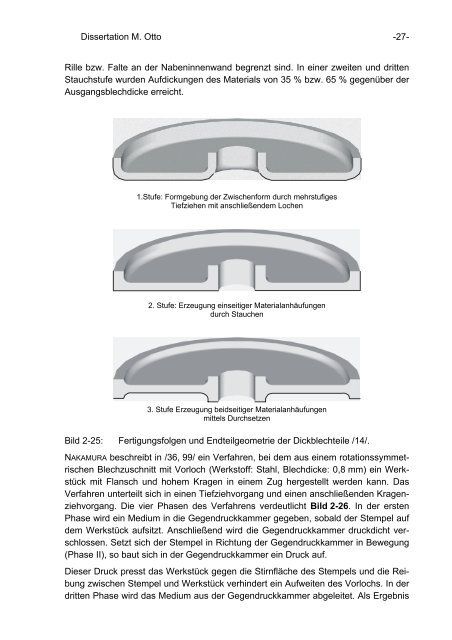
Rille bzw. Falte an <strong>der</strong> Nabeninnenwand begrenzt sind. In einer zweiten <strong>und</strong> dritten<br />
Stauchstufe wurden Aufdickungen des Materials von 35 % bzw. 65 % gegenüber <strong>der</strong><br />
Ausgangsblechdicke erreicht.<br />
1.Stufe: Formgebung <strong>der</strong> Zwischenform durch mehrstufiges<br />
<strong>Tiefziehen</strong> mit anschließendem Lochen<br />
2. Stufe: Erzeugung einseitiger Materialanhäufungen<br />
durch Stauchen<br />
3. Stufe Erzeugung beidseitiger Materialanhäufungen<br />
mittels Durchsetzen<br />
Bild 2-25: Fertigungsfolgen <strong>und</strong> Endteilgeometrie <strong>der</strong> Dickblechteile /14/.<br />
NAKAMURA beschreibt in /36, 99/ ein Verfahren, bei dem aus einem rotationssymmetrischen<br />
Blechzuschnitt mit Vorloch (Werkstoff: Stahl, Blechdicke: 0,8 mm) ein Werkstück<br />
mit Flansch <strong>und</strong> hohem Kragen in einem Zug hergestellt werden kann. Das<br />
Verfahren unterteilt sich in einen Tiefziehvorgang <strong>und</strong> einen anschließenden Kragenziehvorgang.<br />
Die vier Phasen des Verfahrens verdeutlicht Bild 2-26. In <strong>der</strong> ersten<br />
Phase wird ein Medium in die Gegendruckkammer gegeben, sobald <strong>der</strong> Stempel auf<br />
dem Werkstück aufsitzt. Anschließend wird die Gegendruckkammer druckdicht verschlossen.<br />
Setzt sich <strong>der</strong> Stempel in Richtung <strong>der</strong> Gegendruckkammer in Bewegung<br />
(Phase II), so baut sich in <strong>der</strong> Gegendruckkammer ein Druck auf.<br />
Dieser Druck presst das Werkstück gegen die Stirnfläche des Stempels <strong>und</strong> die Reibung<br />
zwischen Stempel <strong>und</strong> Werkstück verhin<strong>der</strong>t ein Aufweiten des Vorlochs. In <strong>der</strong><br />
dritten Phase wird das Medium aus <strong>der</strong> Gegendruckkammer abgeleitet. Als Ergebnis













