

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Dissertation M. Otto -63-<br />
auf den Verlauf <strong>der</strong> Formän<strong>der</strong>ungen im Flansch des Werkstücks ist nicht signifikant<br />
(Bild 6-8b).<br />
Umformgrad φ<br />
Umformgrad φ<br />
0,6 0,6<br />
[-] [-]<br />
0,2 0,2<br />
0 0<br />
-0,2<br />
x Ns=22,5 mm<br />
x Ns=17,5 mm<br />
-0,2<br />
-0,4 -0,4<br />
φ n<br />
φ r<br />
φ t<br />
x Ns=22,5 mm<br />
x Ns=17,5 mm<br />
φ n<br />
φ r<br />
φ t<br />
-0,6<br />
-0,6<br />
15 20 25 30 35 10 15 20 25 30 35<br />
Messpunkte<br />
Messpunkte<br />
Nachschiebe-Ziehverhältnis: 3,3 Nachschiebe-Ziehverhältnis: 5,5<br />
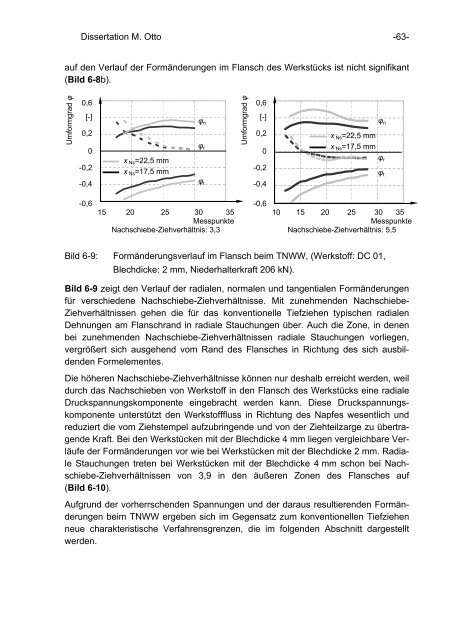
Bild 6-9: Formän<strong>der</strong>ungsverlauf im Flansch <strong>beim</strong> TNWW, (Werkstoff: DC 01,<br />
Blechdicke: 2 mm, Nie<strong>der</strong>halterkraft 206 kN).<br />
Bild 6-9 zeigt den Verlauf <strong>der</strong> radialen, normalen <strong>und</strong> tangentialen Formän<strong>der</strong>ungen<br />
für verschiedene Nachschiebe-Ziehverhältnisse. Mit zunehmenden Nachschiebe-<br />
Ziehverhältnissen gehen die für das konventionelle <strong>Tiefziehen</strong> typischen radialen<br />
Dehnungen am Flanschrand in radiale Stauchungen über. Auch die Zone, in denen<br />
bei zunehmenden Nachschiebe-Ziehverhältnissen radiale Stauchungen vorliegen,<br />
vergrößert sich ausgehend vom Rand des Flansches in Richtung des sich ausbildenden<br />
Formelementes.<br />
Die höheren Nachschiebe-Ziehverhältnisse können nur deshalb erreicht werden, weil<br />
durch das Nachschieben von Werkstoff in den Flansch des Werkstücks eine radiale<br />
Druckspannungskomponente eingebracht werden kann. Diese Druckspannungskomponente<br />
unterstützt den Werkstofffluss in Richtung des Napfes wesentlich <strong>und</strong><br />
reduziert die vom Ziehstempel aufzubringende <strong>und</strong> von <strong>der</strong> Ziehteilzarge zu übertragende<br />
Kraft. Bei den Werkstücken mit <strong>der</strong> Blechdicke 4 mm liegen vergleichbare Verläufe<br />
<strong>der</strong> Formän<strong>der</strong>ungen vor wie bei Werkstücken mit <strong>der</strong> Blechdicke 2 mm. Radiale<br />
Stauchungen treten bei Werkstücken mit <strong>der</strong> Blechdicke 4 mm schon bei Nachschiebe-Ziehverhältnissen<br />
von 3,9 in den äußeren Zonen des Flansches auf<br />
(Bild 6-10).<br />
Aufgr<strong>und</strong> <strong>der</strong> vorherrschenden Spannungen <strong>und</strong> <strong>der</strong> daraus resultierenden Formän<strong>der</strong>ungen<br />
<strong>beim</strong> TNWW ergeben sich im Gegensatz zum konventionellen <strong>Tiefziehen</strong><br />
neue charakteristische Verfahrensgrenzen, die im folgenden Abschnitt dargestellt<br />
werden.













