

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
-126-<br />
9 Zusammenfassung, Schlussfolgerungen <strong>und</strong> Ausblick<br />
Die durchgeführten Untersuchungen zeigen ebenfalls, dass <strong>beim</strong> TNWW auch<br />
Werkstoffe (QStE 340) mit geringerer Eignung zum <strong>Tiefziehen</strong> eingesetzt werden<br />
können. Außerdem lassen Untersuchungen zum <strong>Tiefziehen</strong> mit Nachschieben von<br />
Werkstoff <strong>und</strong> definiertem Werkstofffluss an schwer umformbaren Werkstoffen erkennen<br />
(z.B. Magnesium <strong>der</strong> Legierung AM 20 <strong>und</strong> AZ 31), dass die in den Flansch<br />
des Werkstücks eingebrachten Druckspannungen das Umformvermögen wesentlich<br />
erhöhen (Bild 9-1).<br />
Durch das TNWW ist es möglich, napfförmige Nebenformelemente ohne Versagen<br />
bei Raumtemperatur an Werkstücken aus schwer umformbaren Werkstoffen zu fertigen.<br />
Systematische experimentelle <strong>und</strong> theoretische Untersuchungen des Wirkprinzips<br />
für die Anwendung auf schwer umformbare Werkstoffe liegen <strong>der</strong>zeit nicht vor.<br />
Um Aussagen über die Potenziale des <strong>Tiefziehen</strong>s mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss für die Anwendung bei schwer umformbaren Werkstoffen<br />
treffen zu können, sind weiterführende Untersuchungen notwendig. Aus den<br />
Ergebnissen <strong>der</strong> vorliegenden Dissertation schlussfolgernd besteht auch Bedarf an<br />
weiterführenden Untersuchungen, welche den Einfluss eines größeren Nachschiebeweges<br />
auf den Hauptversagensfall Faltenbildung bei erhöhten Nachschiebe-<br />
Ziehverhältnissen determinieren. Um die Endteileigenschaften <strong>der</strong> Werkstücke, welche<br />
durch das TNWW <strong>und</strong> durch das Kragenziehen mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss hergestellt wurden, weiter zu verbessern, ist eine<br />
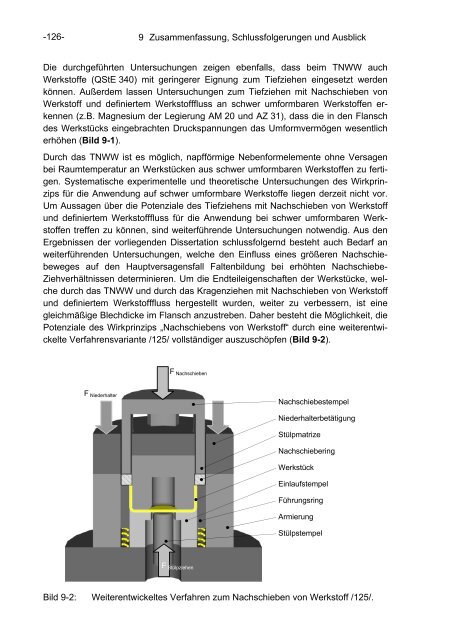
gleichmäßige Blechdicke im Flansch anzustreben. Daher besteht die Möglichkeit, die<br />
Potenziale des Wirkprinzips „Nachschiebens von Werkstoff“ durch eine weiterentwickelte<br />
Verfahrensvariante /125/ vollständiger auszuschöpfen (Bild 9-2).<br />
F Nachschieben<br />
F Nie<strong>der</strong>halter<br />
Nachschiebestempel<br />
Nie<strong>der</strong>halterbetätigung<br />
Stülpmatrize<br />
Nachschiebering<br />
Werkstück<br />
Einlaufstempel<br />
Führungsring<br />
Armierung<br />
Stülpstempel<br />
F Stülpziehen<br />
Bild 9-2: Weiterentwickeltes Verfahren zum Nachschieben von Werkstoff /125/.













