

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
-5-<br />
2 Stand <strong>der</strong> Technik<br />
2.1 Vorbemerkung<br />
Um eine vergleichende Betrachtung <strong>und</strong> eine einheitliche Beschreibung <strong>der</strong> dargestellten<br />
Verfahrensvarianten bezüglich <strong>der</strong> Richtung ihrer wirkenden Spannungen<br />
<strong>und</strong> auftretenden Formän<strong>der</strong>ungen zu ermöglichen, werden vorab die folgenden Koordinatenrichtungen<br />
definiert.<br />
Die in dieser Arbeit verwendeten Koordinatenrichtungen <strong>der</strong> Volumenelemente (radiale,<br />
tangentiale <strong>und</strong> normale Richtung) bleiben für alle Positionen, die ein Volumenelement<br />
entlang des Querschnitts eines Werkstücks einnehmen kann, unverän<strong>der</strong>t<br />
<strong>und</strong> sind als die Koordinatenrichtungen definiert, die ein Volumenelement bei einer<br />
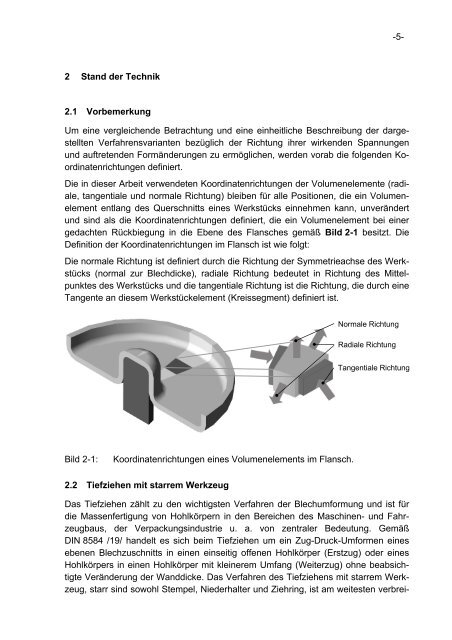
gedachten Rückbiegung in die Ebene des Flansches gemäß Bild 2-1 besitzt. Die<br />
Definition <strong>der</strong> Koordinatenrichtungen im Flansch ist wie folgt:<br />
Die normale Richtung ist definiert durch die Richtung <strong>der</strong> Symmetrieachse des Werkstücks<br />
(normal zur Blechdicke), radiale Richtung bedeutet in Richtung des Mittelpunktes<br />
des Werkstücks <strong>und</strong> die tangentiale Richtung ist die Richtung, die durch eine<br />
Tangente an diesem Werkstückelement (Kreissegment) definiert ist.<br />
Normale Richtung<br />
Radiale Richtung<br />
Tangentiale Richtung<br />
Bild 2-1:<br />
Koordinatenrichtungen eines Volumenelements im Flansch.<br />
2.2 <strong>Tiefziehen</strong> mit starrem Werkzeug<br />
Das <strong>Tiefziehen</strong> zählt zu den wichtigsten Verfahren <strong>der</strong> Blechumformung <strong>und</strong> ist für<br />
die Massenfertigung von Hohlkörpern in den Bereichen des Maschinen- <strong>und</strong> Fahrzeugbaus,<br />
<strong>der</strong> Verpackungsindustrie u. a. von zentraler Bedeutung. Gemäß<br />
DIN 8584 /19/ handelt es sich <strong>beim</strong> <strong>Tiefziehen</strong> um ein Zug-Druck-Umformen eines<br />
ebenen Blechzuschnitts in einen einseitig offenen Hohlkörper (Erstzug) o<strong>der</strong> eines<br />
Hohlkörpers in einen Hohlkörper mit kleinerem Umfang (Weiterzug) ohne beabsichtigte<br />
Verän<strong>der</strong>ung <strong>der</strong> Wanddicke. Das Verfahren des <strong>Tiefziehen</strong>s mit starrem Werkzeug,<br />
starr sind sowohl Stempel, Nie<strong>der</strong>halter <strong>und</strong> Ziehring, ist am weitesten verbrei-













