

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Dissertation M. Otto -125-<br />
Beim KNWW kann im Vergleich zum konventionellen Kragenziehen infolge <strong>der</strong> im<br />
Flansch auftretenden <strong>und</strong> in den Kragen eingeleiteten Druckspannungen ein bis zu<br />
150 % größeres Aufweitverhältnis für den untersuchten Parameterbereich d St /s 0<br />
7,5…15 erzielt werden.<br />
9.2 Schlussfolgerungen <strong>und</strong> Ausblick<br />
Die durchgeführten experimentellen, theoretischen <strong>und</strong> nummerischen Untersuchungen<br />
haben gezeigt, dass das Nachschieben von Werkstoff in den in dieser Arbeit untersuchten<br />
mechanischen Verfahrensvarianten zum <strong>Tiefziehen</strong> mit Nachschieben<br />
von Werkstoff <strong>und</strong> definiertem Werkstofffluss <strong>und</strong> zum Kragenziehen mit Nachschieben<br />
von Werkstoff <strong>und</strong> definiertem Werkstofffluss ein wirksames Verfahren ist, um<br />
die Verfahrensgrenzen im Vergleich zum konventionellem <strong>Tiefziehen</strong> o<strong>der</strong> konventionellem<br />
Kragenziehen wesentlich zu erweitern. Die aus dem Stand <strong>der</strong> Technik erkannten<br />
Defizite bei bestehenden Verfahrenvarianten zum Nachschieben von Werkstoff<br />
(Faltenbildung im Flansch des Werkstücks, Ausknicken des Randes, kein gezielter<br />
Werkstofffluss aus dem Rand in den Flansch gewährleistet) wurden in <strong>der</strong> neu<br />
entworfenen Verfahrensvariante beseitigt, so dass umformtechnisch Werkstücke<br />
hergestellt werden können, bei denen <strong>der</strong> Durchmesser des napf- o<strong>der</strong> nabenförmigen<br />
Formelementes klein ist im Verhältnis zum Außendurchmesser <strong>der</strong> scheibenförmigen<br />
Gr<strong>und</strong>geometrie.<br />
Die gestellten Forschungsziele konnten erfüllt werden, indem im Rahmen dieser Arbeit<br />
die Voraussetzungen für eine rationelle <strong>und</strong> wissenschaftlich f<strong>und</strong>ierte Verfahrensplanung<br />
<strong>und</strong> –realisierung geschaffen, die Verbesserungspotenziale des TNWW<br />
<strong>und</strong> des KNWW über die Endteileigenschaften nachgewiesen <strong>und</strong> die Verfahrensgrenzen<br />
<strong>und</strong> Verfahrensparameter experimentell <strong>und</strong> nummerisch ermittelt wurden.<br />
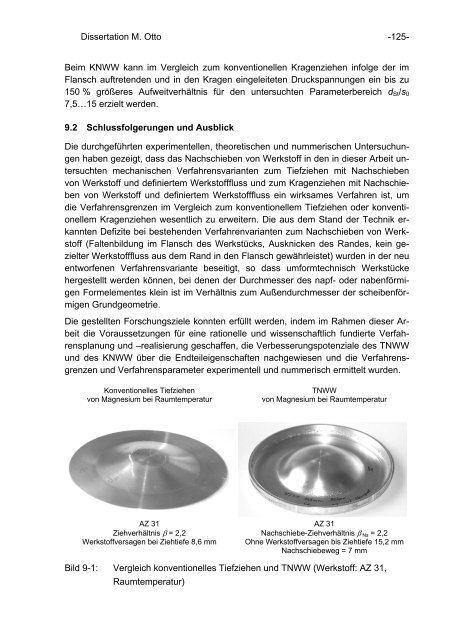
Konventionelles <strong>Tiefziehen</strong><br />
von Magnesium bei Raumtemperatur<br />
TNWW<br />
von Magnesium bei Raumtemperatur<br />
AZ 31<br />
Ziehverhältnis β = 2,2<br />
Werkstoffversagen bei Ziehtiefe 8,6 mm<br />
AZ 31<br />
Nachschiebe-Ziehverhältnis β Ns = 2,2<br />
Ohne Werkstoffversagen bis Ziehtiefe 15,2 mm<br />
Nachschiebeweg = 7 mm<br />
Bild 9-1: Vergleich konventionelles <strong>Tiefziehen</strong> <strong>und</strong> TNWW (Werkstoff: AZ 31,<br />
Raumtemperatur)













