

Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...
Erweiterung der Umformgrenzen beim Tiefziehen und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Dissertation M. Otto -73-<br />
Bild 6-22 dargestellte ideelle Umformkraft. Die absoluten Werte <strong>der</strong> notwendigen<br />
Pressenkraft sind höher, da sich die Pressenkraft gemäß Gleichung (12) nicht nur<br />
aus <strong>der</strong> ideellen Umformkraft, son<strong>der</strong>n aus verschiedenen Teilkräften ergibt.<br />
6.4.2 Pressenkräfte <strong>beim</strong> TNWW<br />
Wie vorstehend erläutert setzt sich <strong>beim</strong> <strong>Tiefziehen</strong> mit Nachschieben von Werkstoff<br />
<strong>und</strong> definiertem Werkstofffluss die Pressenkraft (F P) aus den Teilkräften Umform-<br />
(F U), Fe<strong>der</strong>- (F F) <strong>und</strong> Reibkraft (F R) zusammen. Die Umformkraft addiert sich aus<br />
<strong>der</strong> Nachschiebekraft (F NS) <strong>und</strong> <strong>der</strong> Ziehstempelkraft (F St). Die Fe<strong>der</strong>kraft setzt sich<br />
aus <strong>der</strong> Kraft <strong>der</strong> Schraubenfe<strong>der</strong>n <strong>und</strong> <strong>der</strong> Kraft <strong>der</strong> Gasdruckfe<strong>der</strong>n zusammen.<br />
Sowohl die Kraft <strong>der</strong> Schraubenfe<strong>der</strong>n als auch die Kraft <strong>der</strong> Gasdruckfe<strong>der</strong>n sind<br />
notwendig, um die Relativbewegungen für das Nachschieben von Werkstoff <strong>und</strong> das<br />
Aufbringen <strong>der</strong> Nie<strong>der</strong>halterkraft zu realisieren.<br />
Pressenkraft FP<br />
Punkt I<br />
1200<br />
kN<br />
800<br />
600<br />
400<br />
200<br />
Punkt II<br />
Phase 1<br />
Schließen <strong>der</strong><br />
Presse<br />
Punkt III<br />
Phase 2<br />
<strong>Tiefziehen</strong> mit<br />
Nachschieben von<br />
Werkstoff <strong>und</strong> definiertem<br />
Werkstofffluss<br />
Phase 3<br />
Öffnen <strong>der</strong><br />
Presse<br />
Punkt IV<br />
0<br />
0 5 10 15 s 25 Zeit t<br />
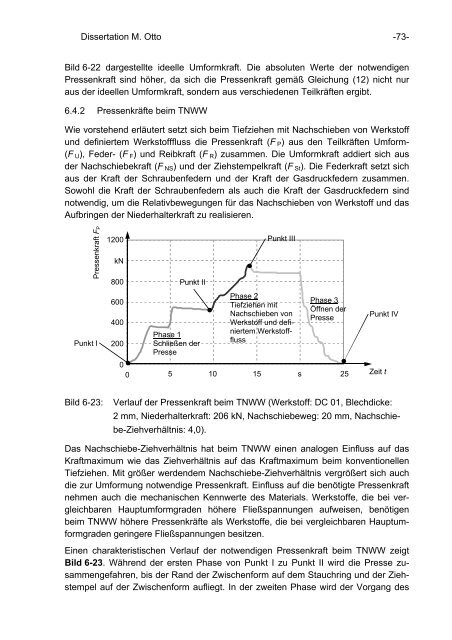
Bild 6-23:<br />
Verlauf <strong>der</strong> Pressenkraft <strong>beim</strong> TNWW (Werkstoff: DC 01, Blechdicke:<br />
2 mm, Nie<strong>der</strong>halterkraft: 206 kN, Nachschiebeweg: 20 mm, Nachschiebe-Ziehverhältnis:<br />
4,0).<br />
Das Nachschiebe-Ziehverhältnis hat <strong>beim</strong> TNWW einen analogen Einfluss auf das<br />
Kraftmaximum wie das Ziehverhältnis auf das Kraftmaximum <strong>beim</strong> konventionellen<br />
<strong>Tiefziehen</strong>. Mit größer werdendem Nachschiebe-Ziehverhältnis vergrößert sich auch<br />
die zur Umformung notwendige Pressenkraft. Einfluss auf die benötigte Pressenkraft<br />
nehmen auch die mechanischen Kennwerte des Materials. Werkstoffe, die bei vergleichbaren<br />
Hauptumformgraden höhere Fließspannungen aufweisen, benötigen<br />
<strong>beim</strong> TNWW höhere Pressenkräfte als Werkstoffe, die bei vergleichbaren Hauptumformgraden<br />
geringere Fließspannungen besitzen.<br />
Einen charakteristischen Verlauf <strong>der</strong> notwendigen Pressenkraft <strong>beim</strong> TNWW zeigt<br />
Bild 6-23. Während <strong>der</strong> ersten Phase von Punkt I zu Punkt II wird die Presse zusammengefahren,<br />
bis <strong>der</strong> Rand <strong>der</strong> Zwischenform auf dem Stauchring <strong>und</strong> <strong>der</strong> Ziehstempel<br />
auf <strong>der</strong> Zwischenform aufliegt. In <strong>der</strong> zweiten Phase wird <strong>der</strong> Vorgang des













