
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Technical</strong> <strong>Information</strong><br />
<strong>Technical</strong> <strong>Information</strong><br />
KM4X Spindle Connection<br />
Why Bending Load Capacity Is Important<br />
When machining tough materials like titanium, cutting speeds are relatively low<br />
due to thermal effects on cutting tools. Over the years, machine tool builders<br />
responded to this issue by improving stiffness and damping on spindles and<br />
machine structures. Spindles have been designed with abundant torque<br />
at low rotational speeds. Nevertheless, the spindle connection has remained<br />
the weak link in the system.<br />
The spindle connection must provide torque and bending load capacity<br />
compatible with the machine tool specifications and the requirements for higher<br />
productivity. It becomes obvious that in end-milling applications where the<br />
projection lengths are typically greater, the limiting factor is the bending load<br />
capacity of the spindle interface.<br />
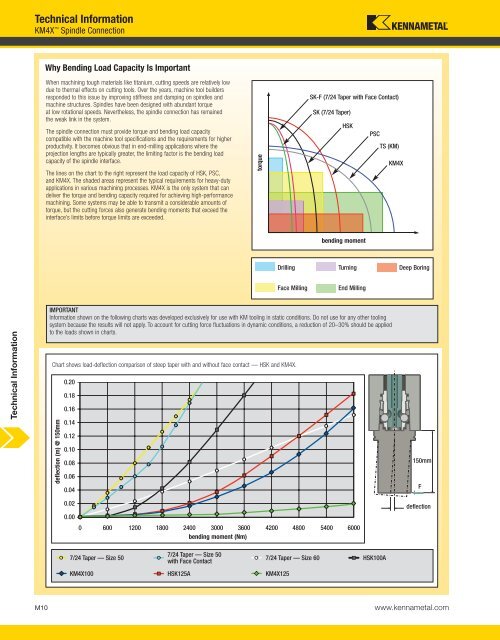
The lines on the chart to the right represent the load capacity of HSK, PSC,<br />
and KM4X. The shaded areas represent the typical requirements for heavy-duty<br />
applications in various machining processes. KM4X is the only system that can<br />
deliver the torque and bending capacity required for achieving high-performance<br />
machining. Some systems may be able to transmit a considerable amounts of<br />
torque, but the cutting forces also generate bending moments that exceed the<br />
interface’s limits before torque limits are exceeded.<br />
deflection (m) @ 150mm<br />
M10 www.kennametal.com<br />
torque<br />
Drilling<br />
Face Milling<br />
SK-F (7/24 Taper with Face Contact)<br />
SK (7/24 Taper)<br />
HSK<br />
bending moment<br />
Turning<br />
End Milling<br />
0.20<br />
0.18<br />
0.16<br />
0.14<br />
0.12<br />
0.10<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0.00<br />
0 600 1200 1800 2400 3000 3600 4200 4800 5400 6000<br />
bending moment (Nm)<br />
7/24 Taper — Size 50<br />
KM4X100<br />
7/24 Taper — Size 50<br />
with Face Contact<br />
HSK125A<br />
7/24 Taper — Size 60<br />
KM4X125<br />
PSC<br />
TS (KM)<br />
IMPORTANT<br />
<strong>Information</strong> shown on the following charts was developed exclusively for use with KM tooling in static conditions. Do not use for any other tooling<br />
system because the results will not apply. To account for cutting force fluctuations in dynamic conditions, a reduction of 20–30% should be applied<br />
to the loads shown in charts.<br />
Chart shows load-deflection comparison of steep taper with and without face contact — HSK and KM4X.<br />
HSK100A<br />
KM4X<br />
Deep Boring<br />
150mm<br />
F<br />
deflection