
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Technical</strong> <strong>Information</strong><br />
<strong>Technical</strong> <strong>Information</strong><br />
Balancing<br />
Balancing (continued)<br />
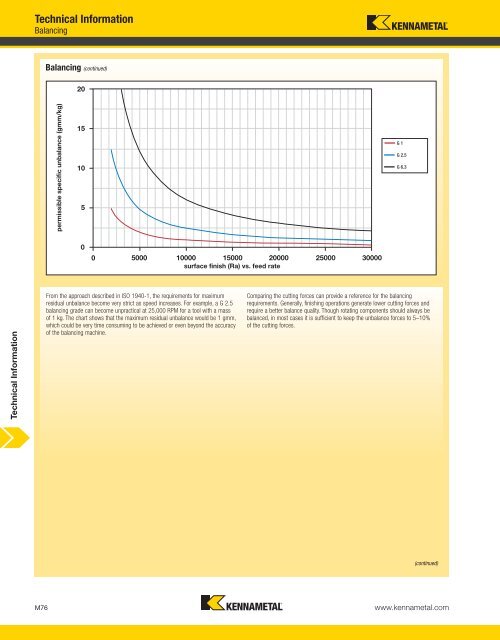
permissible specific unbalance (gmm/kg)<br />
20<br />
15<br />
10<br />
5<br />
0<br />
5000 10000 15000 20000 25000 30000<br />
surface finish (Ra) vs. feed rate<br />
From the approach described in ISO 1940-1, the requirements for maximum<br />
residual unbalance become very strict as speed increases. For example, a G 2.5<br />
balancing grade can become unpractical at 25,000 RPM for a tool with a mass<br />
of 1 kg. The chart shows that the maximum residual unbalance would be 1 gmm,<br />
which could be very time consuming to be achieved or even beyond the accuracy<br />
of the balancing machine.<br />
Comparing the cutting forces can provide a reference for the balancing<br />
requirements. Generally, finishing operations generate lower cutting forces and<br />
require a better balance quality. Though rotating components should always be<br />
balanced, in most cases it is sufficient to keep the unbalance forces to 5–10%<br />
of the cutting forces.<br />
M76 www.kennametal.com<br />
G 1<br />
G 2.5<br />
G 6.3<br />
(continued)