
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Technical</strong> <strong>Information</strong><br />
<strong>Technical</strong> <strong>Information</strong><br />
KM Application Data<br />
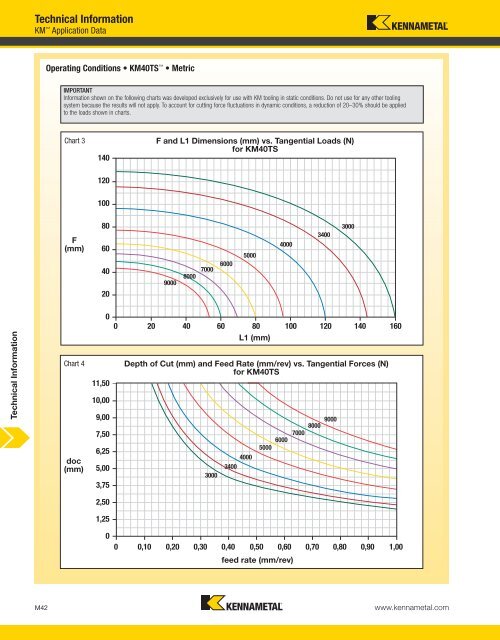
Operating Conditions • KM40TS • Metric<br />
IMPORTANT<br />
<strong>Information</strong> shown on the following charts was developed exclusively for use with KM tooling in static conditions. Do not use for any other tooling<br />
system because the results will not apply. To account for cutting force fluctuations in dynamic conditions, a reduction of 20–30% should be applied<br />
to the loads shown in charts.<br />
Chart 3<br />
F<br />
(mm)<br />
Chart 4<br />
doc<br />
(mm)<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
11,50<br />
10,00<br />
9,00<br />
7,50<br />
6,25<br />
5,00<br />
3,75<br />
2,50<br />
1,25<br />
F and L1 Dimensions (mm) vs. Tangential Loads (N)<br />
for KM40TS<br />
0<br />
0 20 40 60 80<br />
L1 (mm)<br />
100 120 140 160<br />
0<br />
9000<br />
8000<br />
7000<br />
6000<br />
Depth of Cut (mm) and Feed Rate (mm/rev) vs. Tangential Forces (N)<br />
for KM40TS<br />
3000<br />
0 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00<br />
feed rate (mm/rev)<br />
M42 www.kennametal.com<br />
5000<br />
4000<br />
3400<br />
4000<br />
3400<br />
9000<br />
8000<br />
7000<br />
6000<br />
5000<br />
3000