CIMCO CNC-Calc v2.5 User Guide
CIMCO CNC-Calc v2.5 User Guide
CIMCO CNC-Calc v2.5 User Guide

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
47<br />
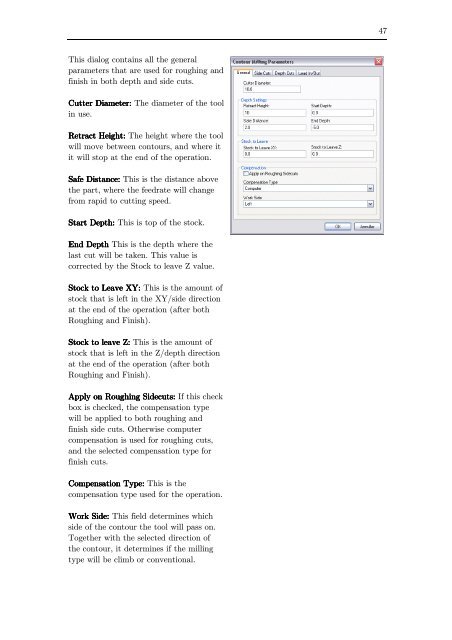
This dialog contains all the general<br />
parameters that are used for roughing and<br />
finish in both depth and side cuts.<br />
Cutter Diameter: The diameter of the tool<br />
in use.<br />
Retract Height: The height where the tool<br />
will move between contours, and where it<br />
it will stop at the end of the operation.<br />
Safe Distance: This is the distance above<br />
the part, where the feedrate will change<br />
from rapid to cutting speed.<br />
Start Depth: This is top of the stock.<br />
End Depth This is the depth where the<br />
last cut will be taken. This value is<br />
corrected by the Stock to leave Z value.<br />
Stock to Leave XY: This is the amount of<br />
stock that is left in the XY/side direction<br />
at the end of the operation (after both<br />
Roughing and Finish).<br />
Stock to leave Z: This is the amount of<br />
stock that is left in the Z/depth direction<br />
at the end of the operation (after both<br />
Roughing and Finish).<br />
Apply on Roughing Sidecuts:<br />
S<br />
If this check<br />
box is checked, the compensation type<br />
will be applied to both roughing and<br />
finish side cuts. Otherwise computer<br />
compensation is used for roughing cuts,<br />
and the selected compensation type for<br />
finish cuts.<br />
Compensation Type: This is the<br />
compensation type used for the operation.<br />
Work Side: This field determines which<br />
side of the contour the tool will pass on.<br />
Together with the selected direction of<br />
the contour, it determines if the milling<br />
type will be climb or conventional.