CIMCO CNC-Calc v2.5 User Guide
CIMCO CNC-Calc v2.5 User Guide
CIMCO CNC-Calc v2.5 User Guide

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
57<br />
corrected by the Stock to leave Z value.<br />
Stock to Leave XY: This is the amount<br />
of stock that is left in the XY/side<br />
direction at the end of the operation<br />
(after both Roughing and Finish).<br />
Stock to leave Z: This is the amount of<br />
stock that is left in the Z/depth<br />
direction at the end of the operation<br />
(after both Roughing and Finish).<br />
Compensation Type: This is<br />
compensation type used for the<br />
operation.<br />
Conventional: When checked, the<br />
operation will be generated using<br />
conventional milling.<br />
Climb: When checked, the operation will<br />
be generated using climb milling.<br />
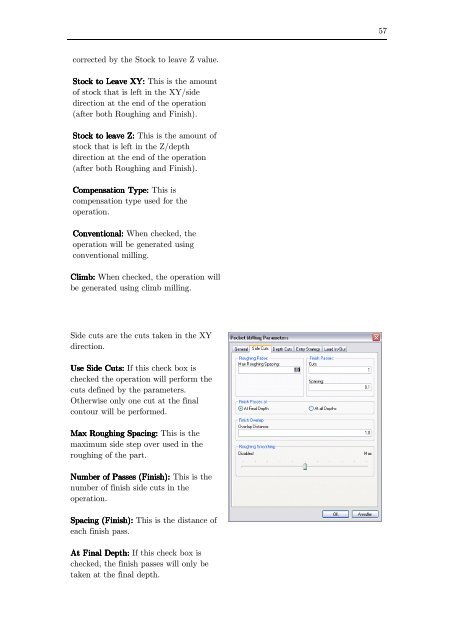
Side cuts are the cuts taken in the XY<br />
direction.<br />
Use Side Cuts: If this check box is<br />
checked the operation will perform the<br />
cuts defined by the parameters.<br />
Otherwise only one cut at the final<br />
contour will be performed.<br />
Max Roughing Spacing: This is the<br />
maximum side step over used in the<br />
roughing of the part.<br />
Number of Passes (Finish): This is the<br />
number of finish side cuts in the<br />
operation.<br />
Spacing (Finish): This is the distance of<br />
each finish pass.<br />
At Final Depth: If this check box is<br />
checked, the finish passes will only be<br />
taken at the final depth.