

Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
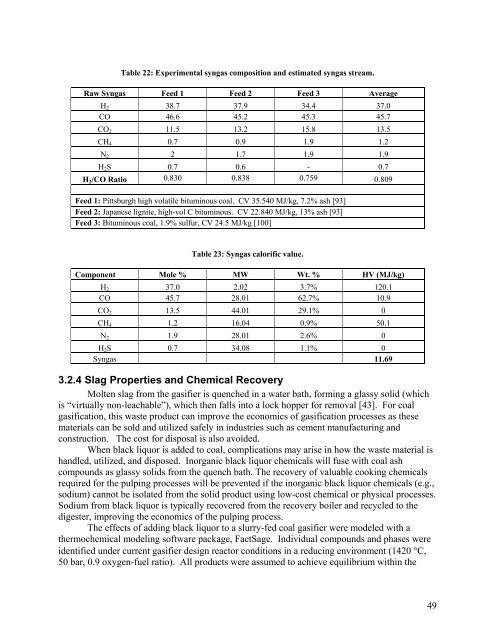
Table 22: Experimental syngas composition <strong>an</strong>d estimated syngas stream.<br />
Raw Syngas Feed 1 Feed 2 Feed 3 Average<br />
H2 38.7 37.9 34.4 37.0<br />
CO 46.6 45.2 45.3 45.7<br />
CO2 11.5 13.2 15.8 13.5<br />
CH4 0.7 0.9 1.9 1.2<br />
N2 2 1.7 1.9 1.9<br />
H2S 0.7 0.6 - 0.7<br />
H2/CO Ratio 0.830 0.838 0.759 0.809<br />
Feed 1: Pittsburgh high volatile bituminous coal. CV 35.540 MJ/kg, 7.2% ash [93]<br />
Feed 2: Jap<strong>an</strong>ese lignite, high-vol C bituminous. CV 22.840 MJ/kg, 13% ash [93]<br />
Feed 3: Bituminous coal, 1.9% sulfur, CV 24.5 MJ/kg [100]<br />
Table 23: Syngas calorific value.<br />
Component Mole % MW Wt. % HV (MJ/kg)<br />
H2 37.0 2.02 3.7% 120.1<br />
CO 45.7 28.01 62.7% 10.9<br />
CO2 13.5 44.01 29.1% 0<br />
CH4 1.2 16.04 0.9% 50.1<br />
N2 1.9 28.01 2.6% 0<br />
H2S 0.7 34.08 1.1% 0<br />
Syngas 11.69<br />
3.2.4 Slag Properties <strong>an</strong>d Chemical Recovery<br />
Molten slag from <strong>the</strong> gasifier is quenched in a water bath, <strong>for</strong>ming a glassy solid (which<br />
is “virtually non-leachable”), which <strong>the</strong>n falls into a lock hopper <strong>for</strong> removal [43]. For coal<br />
gasification, this waste product c<strong>an</strong> improve <strong>the</strong> economics <strong>of</strong> gasification processes as <strong>the</strong>se<br />
materials c<strong>an</strong> be sold <strong>an</strong>d utilized safely in industries such as cement m<strong>an</strong>ufacturing <strong>an</strong>d<br />
construction. The cost <strong>for</strong> disposal is also avoided.<br />
When black liquor is added to coal, complications may arise in how <strong>the</strong> waste material is<br />
h<strong>an</strong>dled, utilized, <strong>an</strong>d disposed. Inorg<strong>an</strong>ic black liquor chemicals will fuse with coal ash<br />
compounds as glassy solids from <strong>the</strong> quench bath. The recovery <strong>of</strong> valuable cooking chemicals<br />
required <strong>for</strong> <strong>the</strong> pulping processes will be prevented if <strong>the</strong> inorg<strong>an</strong>ic black liquor chemicals (e.g.,<br />
sodium) c<strong>an</strong>not be isolated from <strong>the</strong> solid product using low-cost chemical or physical processes.<br />
Sodium from black liquor is typically recovered from <strong>the</strong> recovery boiler <strong>an</strong>d recycled to <strong>the</strong><br />
digester, improving <strong>the</strong> economics <strong>of</strong> <strong>the</strong> pulping process.<br />
The effects <strong>of</strong> adding black liquor to a slurry-fed coal gasifier were modeled with a<br />
<strong>the</strong>rmochemical modeling s<strong>of</strong>tware package, FactSage. Individual compounds <strong>an</strong>d phases were<br />
identified under current gasifier design reactor conditions in a reducing environment (1420 °C,<br />
50 bar, 0.9 oxygen-fuel ratio). All products were assumed to achieve equilibrium within <strong>the</strong><br />
49














