

Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
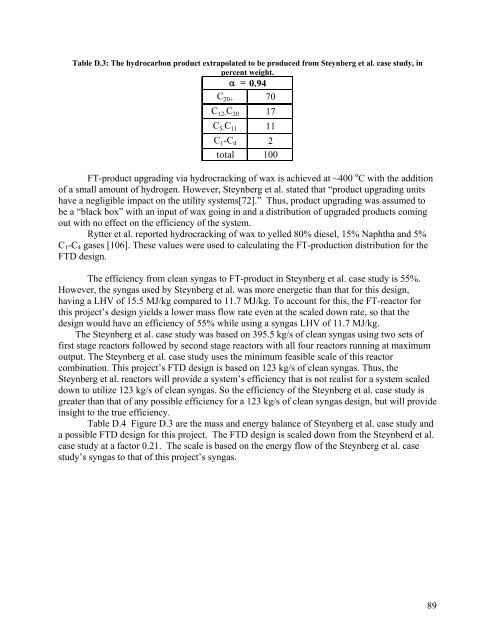
Table D.3: The hydrocarbon product extrapolated to be produced from Steynberg et al. case study, in<br />
percent weight.<br />
α = 0.94<br />
C20+ 70<br />
C12-C20 17<br />
C5-C11 11<br />
C1-C4 2<br />
total 100<br />
FT-product upgrading via hydrocracking <strong>of</strong> wax is achieved at ~400 o C with <strong>the</strong> addition<br />
<strong>of</strong> a small amount <strong>of</strong> hydrogen. However, Steynberg et al. stated that “product upgrading units<br />
have a negligible impact on <strong>the</strong> utility systems[72].” Thus, product upgrading was assumed to<br />
be a “black box” with <strong>an</strong> input <strong>of</strong> wax going in <strong>an</strong>d a distribution <strong>of</strong> upgraded products coming<br />
out with no effect on <strong>the</strong> efficiency <strong>of</strong> <strong>the</strong> system.<br />
Rytter et al. reported hydrocracking <strong>of</strong> wax to yelled 80% diesel, 15% Naphtha <strong>an</strong>d 5%<br />
C1-C4 gases [106]. These values were used to calculating <strong>the</strong> FT-production distribution <strong>for</strong> <strong>the</strong><br />
FTD design.<br />
The efficiency from cle<strong>an</strong> syngas to FT-product in Steynberg et al. case study is 55%.<br />
However, <strong>the</strong> syngas used by Steynberg et al. was more energetic th<strong>an</strong> that <strong>for</strong> this design,<br />
having a LHV <strong>of</strong> 15.5 MJ/kg compared to 11.7 MJ/kg. To account <strong>for</strong> this, <strong>the</strong> FT-reactor <strong>for</strong><br />
this project’s design yields a lower mass flow rate even at <strong>the</strong> scaled down rate, so that <strong>the</strong><br />
design would have <strong>an</strong> efficiency <strong>of</strong> 55% while using a syngas LHV <strong>of</strong> 11.7 MJ/kg.<br />
The Steynberg et al. case study was based on 395.5 kg/s <strong>of</strong> cle<strong>an</strong> syngas using two sets <strong>of</strong><br />
first stage reactors followed by second stage reactors with all four reactors running at maximum<br />
output. The Steynberg et al. case study uses <strong>the</strong> minimum feasible scale <strong>of</strong> this reactor<br />
combination. This project’s FTD design is based on 123 kg/s <strong>of</strong> cle<strong>an</strong> syngas. Thus, <strong>the</strong><br />
Steynberg et al. reactors will provide a system’s efficiency that is not realist <strong>for</strong> a system scaled<br />
down to utilize 123 kg/s <strong>of</strong> cle<strong>an</strong> syngas. So <strong>the</strong> efficiency <strong>of</strong> <strong>the</strong> Steynberg et al. case study is<br />
greater th<strong>an</strong> that <strong>of</strong> <strong>an</strong>y possible efficiency <strong>for</strong> a 123 kg/s <strong>of</strong> cle<strong>an</strong> syngas design, but will provide<br />
insight to <strong>the</strong> true efficiency.<br />
Table D.4 Figure D.3 are <strong>the</strong> mass <strong>an</strong>d energy bal<strong>an</strong>ce <strong>of</strong> Steynberg et al. case study <strong>an</strong>d<br />
a possible FTD design <strong>for</strong> this project. The FTD design is scaled down from <strong>the</strong> Steynberd et al.<br />
case study at a factor 0.21. The scale is based on <strong>the</strong> energy flow <strong>of</strong> <strong>the</strong> Steynberg et al. case<br />
study’s syngas to that <strong>of</strong> this project’s syngas.<br />
89














