

Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...
Novel Design of an Integrated Pulp Mill Biorefinery for the ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
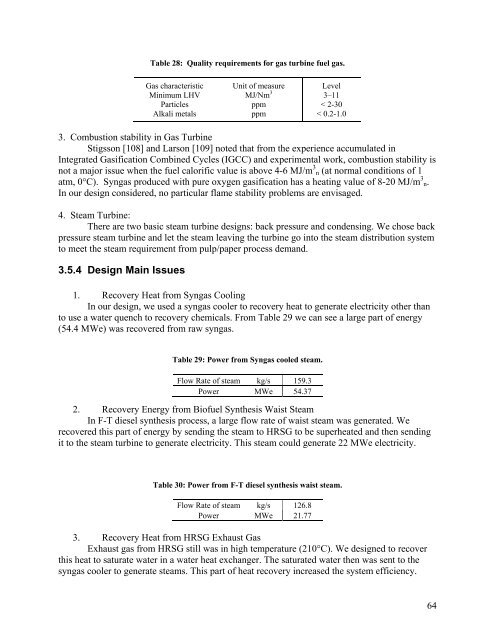
Table 28: Quality requirements <strong>for</strong> gas turbine fuel gas.<br />
Gas characteristic<br />
Minimum LHV<br />
Particles<br />
Alkali metals<br />
Unit <strong>of</strong> measure<br />
MJ/Nm 3<br />
ppm<br />
ppm<br />
Level<br />
3–11<br />
< 2-30<br />
< 0.2-1.0<br />
3. Combustion stability in Gas Turbine<br />
Stigsson [108] <strong>an</strong>d Larson [109] noted that from <strong>the</strong> experience accumulated in<br />
<strong>Integrated</strong> Gasification Combined Cycles (IGCC) <strong>an</strong>d experimental work, combustion stability is<br />
not a major issue when <strong>the</strong> fuel calorific value is above 4-6 MJ/m 3 n (at normal conditions <strong>of</strong> 1<br />
atm, 0°C). Syngas produced with pure oxygen gasification has a heating value <strong>of</strong> 8-20 MJ/m 3 n.<br />
In our design considered, no particular flame stability problems are envisaged.<br />
4. Steam Turbine:<br />
There are two basic steam turbine designs: back pressure <strong>an</strong>d condensing. We chose back<br />
pressure steam turbine <strong>an</strong>d let <strong>the</strong> steam leaving <strong>the</strong> turbine go into <strong>the</strong> steam distribution system<br />
to meet <strong>the</strong> steam requirement from pulp/paper process dem<strong>an</strong>d.<br />
3.5.4 <strong>Design</strong> Main Issues<br />
1. Recovery Heat from Syngas Cooling<br />
In our design, we used a syngas cooler to recovery heat to generate electricity o<strong>the</strong>r th<strong>an</strong><br />
to use a water quench to recovery chemicals. From Table 29 we c<strong>an</strong> see a large part <strong>of</strong> energy<br />
(54.4 MWe) was recovered from raw syngas.<br />
Table 29: Power from Syngas cooled steam.<br />
Flow Rate <strong>of</strong> steam kg/s 159.3<br />
Power MWe 54.37<br />
2. Recovery Energy from Bi<strong>of</strong>uel Syn<strong>the</strong>sis Waist Steam<br />
In F-T diesel syn<strong>the</strong>sis process, a large flow rate <strong>of</strong> waist steam was generated. We<br />
recovered this part <strong>of</strong> energy by sending <strong>the</strong> steam to HRSG to be superheated <strong>an</strong>d <strong>the</strong>n sending<br />
it to <strong>the</strong> steam turbine to generate electricity. This steam could generate 22 MWe electricity.<br />
Table 30: Power from F-T diesel syn<strong>the</strong>sis waist steam.<br />
Flow Rate <strong>of</strong> steam kg/s 126.8<br />
Power MWe 21.77<br />
3. Recovery Heat from HRSG Exhaust Gas<br />
Exhaust gas from HRSG still was in high temperature (210°C). We designed to recover<br />
this heat to saturate water in a water heat exch<strong>an</strong>ger. The saturated water <strong>the</strong>n was sent to <strong>the</strong><br />
syngas cooler to generate steams. This part <strong>of</strong> heat recovery increased <strong>the</strong> system efficiency.<br />
64














