

EMCO WinNC SINUMERIK 810/820 T Software Description ...
EMCO WinNC SINUMERIK 810/820 T Software Description ...
EMCO WinNC SINUMERIK 810/820 T Software Description ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
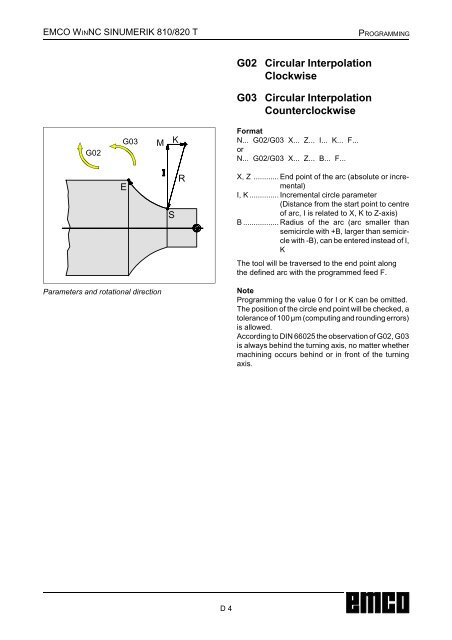
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> TPROGRAMMINGG02 Circular InterpolationClockwiseG03 Circular InterpolationCounterclockwiseG02G03MKFormatN... G02/G03 X... Z... I... K... F...orN... G02/G03 X... Z... B... F...ESRX, Z ............ End point of the arc (absolute or incremental)I, K .............. Incremental circle parameter(Distance from the start point to centreof arc, I is related to X, K to Z-axis)B ................. Radius of the arc (arc smaller thansemicircle with +B, larger than semicirclewith -B), can be entered instead of I,KThe tool will be traversed to the end point alongthe defined arc with the programmed feed F.Parameters and rotational directionNoteProgramming the value 0 for I or K can be omitted.The position of the circle end point will be checked, atolerance of 100 µm (computing and rounding errors)is allowed.According to DIN 66025 the observation of G02, G03is always behind the turning axis, no matter whethermachining occurs behind or in front of the turningaxis.D 4













