

EMCO WinNC SINUMERIK 810/820 T Software Description ...
EMCO WinNC SINUMERIK 810/820 T Software Description ...
EMCO WinNC SINUMERIK 810/820 T Software Description ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
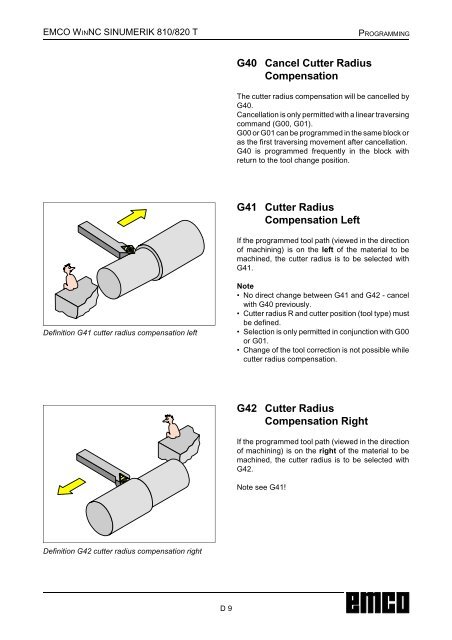
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> TPROGRAMMINGG40 Cancel Cutter RadiusCompensationThe cutter radius compensation will be cancelled byG40.Cancellation is only permitted with a linear traversingcommand (G00, G01).G00 or G01 can be programmed in the same block oras the first traversing movement after cancellation.G40 is programmed frequently in the block withreturn to the tool change position.G41 Cutter RadiusCompensation LeftIf the programmed tool path (viewed in the directionof machining) is on the left of the material to bemachined, the cutter radius is to be selected withG41.Definition G41 cutter radius compensation leftNote• No direct change between G41 and G42 - cancelwith G40 previously.• Cutter radius R and cutter position (tool type) mustbe defined.• Selection is only permitted in conjunction with G00or G01.• Change of the tool correction is not possible whilecutter radius compensation.G42 Cutter RadiusCompensation RightIf the programmed tool path (viewed in the directionof machining) is on the right of the material to bemachined, the cutter radius is to be selected withG42.Note see G41!Definition G42 cutter radius compensation rightD 9













