ROS 125 150 mm.pdfTélécharger - Mirka
ROS 125 150 mm.pdfTélécharger - Mirka
ROS 125 150 mm.pdfTélécharger - Mirka

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
III. Cette section concerne les machines à échappement SGV<br />
(avec Aspiration auto-générée) :<br />
A) Dévissez le Dispositif de retenue SGV (45) à l’aide d’une clé<br />
hexagonale de 8 <strong>mm</strong> (MPA0849).<br />
B) Retirez l’Ensemble d’échappement à pivot SVG tuyau (47) du<br />
Boîtier (27) et l’Adaptateur (51).<br />
C) Retirez le Dispositif de retenue SGV du trou de l’Ensemble<br />
d’échappement à pivot (47 ou 50) puis retirez les deux Joints<br />
toriques (44).<br />
D) Retirez la Protection (33) ou la Chemise d’aspiration (34) du<br />
Boîtier (27). Passez à l’étape 2.<br />
2. Placez le Régulateur de vitesse (30) en position moyenne<br />
puis retirez la Bague de retenue (31). Le Régulateur de<br />
vitesse va maintenant sortir directement. NOTE : sur une<br />
machine à aspiration, l’échappement doit être déposé (voir<br />
la Section 1 ci-dessus pour plus de détails sur le démontage)<br />
pour permettre de démonter la bague de retenue (31) avec<br />
une pince pour bague de retenue. Le régulateur de vitesse<br />
peut maintenant sortir tout droit. Retirer le Joint torique (29).<br />
3. Dévissez l’Ensemble de la douille d’entrée (43) du Boîtier<br />
(27). Retirez le Ressort (42), la Vanne (41), le Siège (40), la<br />
Tige (28) et le Joint torique (29).<br />
4. Retirez la Goupille (24) du Boîtier (27) puis retirez le Levier<br />
d’accélération (23).<br />
INSTRUCTIONS POUR LE MONTAGE<br />
Remarque : La totalité du montage doit être effectuée avec des<br />
pièces propres et sèches et tous les paliers doivent être mis en<br />
place par pression à l’aide des outils et des procédures corrects<br />
tel qu’indiqué par le fabricant.<br />
Ensemble du boîtier :<br />
1. Install (23) Throttle Lever into (27) Housing with the (24) 1.<br />
Installez le Levier d’accélération (23) à l’intérieur du Boîtier<br />
(27) à l’aide de la Goupille (24).<br />
2. Graissez légèrement le Joint torique (29) et placez-le dans<br />
l’encoche sur le Régulateur de vitesse (30). Installez la<br />
Tige de la vanne (28), le Joint torique (propre et légèrement<br />
graissé) puis insérez le régulateur de vitesse à l’intérieur du<br />
Boîtier (27) en position moyenne. Installez la Bague de retenue<br />
(31). Attention : assurez-vous que la Bague de retenue<br />
est complètement enclenchée dans l’encoche du Boîtier.<br />
3. Installez le Siège (40), la Vanne (41) et le Ressort (42).<br />
Enrober le filetage de l’Ensemble de la douille (43) à l’aide<br />
d’1 ou 2 gouttes de Locktite 222 ou d’un joint pour filetage<br />
non permanent équivalent. Vissez l’Ensemble de la douille à<br />
l’intérieur du port d’entrée du Boîtier (27) jusqu’à ce qu’il soit<br />
bien serré manuellement. Couple de serrage 6,77 Nm (60 po/<br />
livre).<br />
4. Pour les machines NV (Sans aspiration) et CV (avec Aspiration<br />
centrale), suivez les étapes présentées à la Section I<br />
ci-dessous. Pour les machines SGV (avec Aspiration autogénérée),<br />
suivez les étapes de la Section III.<br />
I. Cette section concerne les machines CV (avec Aspiration<br />
centrale) et NV (Sans aspiration).<br />
A) Placez un silencieux (37) propre tout le long de la chambre<br />
du Boîtier du silencieux (43). Enfoncez le Silencieux (39) sur<br />
le Boîtier du silencieux.<br />
B) Vissez l’Ensemble du boîtier du silencieux (39) dans le<br />
Boîtier (27) manuellement. Utilisez une clé dynamométrique<br />
avec douille de 21 <strong>mm</strong> pour serrer le Boîtier du silencieux.<br />
Couple de serrage : 2,25 Nm (20 po/livre). Pour les machines<br />
NV (Sans aspiration), passez à l’étape C. Pour les machines<br />
CV (avec Aspiration centrale), passez à la Section II.<br />
C) Installez la Protection anti-aspiration (32) sur le Boîtier (27)<br />
en faisant glisser la protection sur et autour du bas évasé<br />
du boîtier. Assurez-vous que les fentes d’alignement (sur le<br />
Boîtier) et les languettes (sur la Protection) sont enclenchées.<br />
Passez à la Section “Ensemble palier de l’axe, AirSHIELD<br />
et balancier de l’arbre”.<br />
II.<br />
Cette section est la suite de la section I pour les machines<br />
à échappement CV (avec Aspiration centrale) :<br />
A) Pour les machines de <strong>125</strong> & <strong>150</strong> <strong>mm</strong> (5/6 po.)<br />
1) Installez la Protection (33 ou 34) sur le Boîtier (27) en faisant<br />
glisser la protection sur et autour du bas évasé du boîtier.<br />
Faites glisser le côté de l’entrée de l’Ensemble<br />
d’échappement à pivot (54) à l’intérieur du port<br />
d’échappement de la Protection (33 ou 34) jusqu’à ce<br />
qu’elle entre en contact avec la butée sur l’Ensemble<br />
d’échappement à pivot.<br />
NOTE : pour l’installation des protections et des chemises,<br />
assurez-vous que les fentes d’alignement (sur le Boîtier) et<br />
les languettes (sur la Protection) sont enclenchées. Assurezvous<br />
que la clé du support de l’Ensemble d’échappement à<br />
pivot est en face et enclenchée dans le trou prévu à cet effet<br />
dans le boîtier.<br />
B) Placez la rondelle (57) sur la Vis (58). Vissez la vis dans le<br />
trou de support de l’Ensemble d’échappement à pivot (53<br />
ou 55) et du Boîtier (27) jusqu’à ce que l’extrémité de la vis<br />
soit alignée avec la surface interne du Boîtier. Placez l’Ecrou<br />
(55) à l’intérieur de la cavité du Boîtier puis vissez la vis dans<br />
l’écrou jusqu’à ce que le boulon soit serré. Passez à Section<br />
“Ensemble palier de l’axe, AirSHIELD et balancier de<br />
l’arbre”.<br />
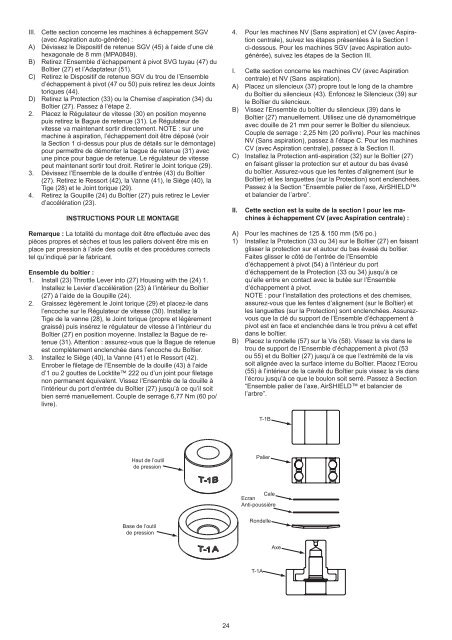
T-1B<br />
Haut de l’outil<br />
de pression<br />
Palier<br />
Cale<br />
Ecran<br />
Anti-poussière<br />
Base de l’outil<br />
de pression<br />
Rondelle<br />
Axe<br />
T-1A<br />
24