

Sfogliabile_AeL_n3_GIUGNO_2016
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
energy consumption on the part of ventilation equipment.<br />
Astherearenofumesthatneedtoberemoved,thepoweroftheextractorfanmaybereduced.Wecanprovide<br />
another datum: before the shift from organic to inorganic<br />
binder, the chimney’s aspiration potential was 35,000 Nm 3 /h<br />
operating continuously, 24 hours a day. On the occasion of<br />
the renewal of the Integrated Environmental Authorization,<br />
thankstothechangetoinorganicbinders,theloweringof<br />
the suction potential of the fumes uptake equipment in the<br />
foundry was proposed. This proposal envisages a reduction<br />
of the aspiration power up to a maximum of 50% depending<br />
on the number of casting islands in the production system,soastoensureinanycaseapropercirculationofair<br />
in the plant.<br />
Other advantages linked to the heat resistance of inorganic<br />
binders is the absence of carbon deposits on the surface<br />
of the moulds; the combustion of organic resin brings<br />
about the formation of a layer of deposit on the surfaces<br />
thatareindirectcontactwiththecores.Intheseareas“air<br />
flow vents” are placed with the purpose of extracting gases<br />
formed in the core and conveying them out of the mould<br />
to avoid blow marks or bubbles. The progressive passage of<br />
smokefromtheextractioncanalsleadstothecondensation<br />
of tar and other solid deposits that gradually block the passages<br />
themselves, thereby demanding maintenance operations<br />
on the plants. Inorganic core sand binders do not producesmokeandtheairventsremainunblocked.<br />
per 24 ore al giorno. In occasione del rinnovo dell’Autorizzazione<br />
Integrata Ambientale, grazie al passaggio<br />
al legante inorganico, è stata presentata la proposta per<br />
lariduzionedellaportatadiaspirazionedell’impiantodi<br />
captazione fumi in fonderia. In tale proposta si ipotizza<br />
di ridurre la portata di aspirazione fino ad un massimo<br />
del 50% in funzione del numero di isole di colata in produzione,pergarantirecomunqueilricambiodiariadegli<br />
ambienti.<br />
Unaltrovantaggiolegatoallaresistenzatermicadeileganti<br />
inorganici è l’assenza di depositi carboniosi sulla<br />
superficie degli stampi: infatti, alla combustione della<br />
resinaorganicaèassociatalacreazionediunostratodi<br />
deposito sulle superfici a diretto contatto con le anime.<br />
In queste zone generalmente vengono posizionate delle<br />
“tirated’aria”conloscopodievacuareigasdell’animae<br />
di convogliarli fuori dallo stampo per evitare soffiature o<br />
bolle.Ilprogressivopassaggiodelfumodaicanalidisfogoportaallacondensazionedipeceealtridepositisolidichepianpianoostruisconoipassaggistessi,rendendo<br />
necessarigliinterventidimanutenzionesulleattrezzature.<br />
Con le anime inorganiche non si crea fumo e gli sfoghi<br />
d’aria restano liberi.<br />
Getti con miglior qualità metallurgica<br />
L’ultimo vantaggio è la miglior struttura metallurgica dei<br />
getti nella zone a contatto con l’anima. Questo aspetto<br />
è determinato dal comportamento dell’anima a contatto<br />
con l’alluminio liquido in quanto con un’anima organica si<br />
ha una progressiva riduzione della capacità di assorbire<br />
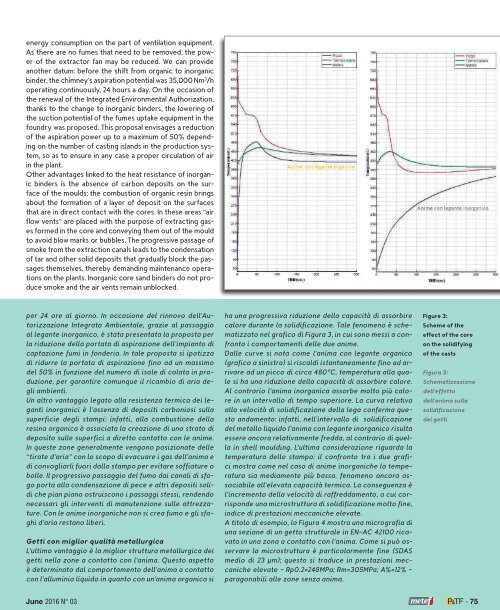
calore durante la solidificazione. Tale fenomeno è schematizzatonelgraficodiFigura3,incuisonomessiaconfronto<br />
i comportamenti delle due anime.<br />
Dallecurvesinotacomel’animaconleganteorganico<br />
(grafico a sinistra) si riscaldi istantaneamente fino ad arrivareadunpiccodicirca480°C,temperaturaallaqualesihaunariduzionedellacapacitàdiassorbirecalore.<br />
Al contrario l’anima inorganica assorbe molto più calore<br />
in un intervallo di tempo superiore. La curva relativa<br />
alla velocità di solidificazione della lega conferma questo<br />
andamento: infatti, nell’intervallo di solidificazione<br />
del metallo liquido l’anima con legante inorganico risulta<br />
essere ancora relativamente fredda, al contrario di quella<br />
in shell moulding. L’ultima considerazione riguarda la<br />
temperatura dello stampo: il confronto tra i due graficimostracomenelcasodianimeinorganichelatemperatura<br />
sia mediamente più bassa, fenomeno ancora associabileall’elevatacapacitàtermica.Laconseguenzaè<br />
l’incremento della velocità di raffreddamento, a cui corrispondeunamicrostrutturadisolidificazionemoltofine,<br />
indice di prestazioni meccaniche elevate.<br />
A titolo di esempio, la Figura 4 mostra una micrografia di<br />
unasezionediungettostrutturaleinEN–AC42100ricavatainunazonaacontattoconl’anima.Comesipuòosservare<br />
la microstruttura è particolarmente fine (SDAS<br />
medio di 23 µm); questo si traduce in prestazioni meccaniche<br />
elevate – Rp0.2=248MPa; Rm=305MPa; A%=12% –<br />
paragonabili alle zone senza anima.<br />
Figure 3:<br />
Scheme of the<br />
effectofthecore<br />
on the solidifying<br />
of the casts<br />
Figura 3:<br />
Schematizzazione<br />
dell’effetto<br />
dell’anima sulla<br />
solidificazione<br />
dei getti<br />
June <strong>2016</strong> N° 03<br />
- 75


