

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bild 36: „CYCLONE“-Automat zum Schlickertauchen, Besanden <strong>und</strong><br />
Schnelltrocknen von <strong>Feinguss</strong>formen (Bild: MK Technology, Grafschaft)<br />
son<strong>der</strong>e die „generativ“ hergestellten Urmodelle<br />
Verwendung finden. Beson<strong>der</strong>s<br />
geeignet sind Modelle, die mittels Stereolithographie<br />
(SLA) unter Verwendung<br />
flüssiger UV-empfindlicher Harze hergestellt<br />
werden. Diese können relativ enge<br />
Toleranzen realisieren. Durch die anschließende<br />
Finishbearbeitung <strong>der</strong> Oberfläche<br />
wird eine diesbezüglich äquivalente<br />
Qualität erzeugt, wie sie in festen<br />
Wachsspritzformen möglich ist.<br />
Die Urmodelle werden gefinisht <strong>und</strong><br />
anschließend mit Silicon unter Vakuum<br />
umgossen. Die Siliconform wird aufgeschnitten<br />
<strong>und</strong> das Modell entnommen.<br />
Danach können in einer Kunststoff-Vakuumgießanlage<br />
Wachsteile auch mit<br />
komplizierterer Struktur relativ einfach<br />
<strong>und</strong> preisgünstig hergestellt werden. Die<br />
Siliconform ist verwendbar für die Herstellung<br />
von maximal 20 bis 30 Wachsteilen.<br />
Danach kann es zu Qualitätseinbußen<br />
kommen, die durch thermische<br />
<strong>und</strong> chemische Belastungen des Silicons<br />
durch das heiße Wachs begründet sind.<br />
Um den Vorteil <strong>der</strong> schnellen Modellherstellung<br />
voll nutzen zu können, sind neben<br />
den etablierten Strecken zur Formschalenfertigung<br />
auch noch weitere Möglichkeiten<br />
<strong>der</strong> Formherstellung im Einsatz.<br />
Die eine beruht darauf, die Herstellzeiten<br />
im Vergleich zur klassischen Technologie<br />
<strong>der</strong> Formschalenherstellung drastisch zu<br />
verkürzen. Dies wird erreicht, indem durch<br />
eine thermisch geregelte Trocknung die<br />
erfor<strong>der</strong>liche Trocknungszeit von etwa 24<br />
St<strong>und</strong>en pro Schicht <strong>der</strong> Schale auf etwa<br />
30 bis 40 min reduziert wird. Damit kann<br />
die Zeit für das Herstellen einer Schale<br />
von etwa 7Arbeitstagen auf nur 4bis 5h<br />
verkürzt werden (Bild 36).<br />
Eine zweite Möglichkeit zur schnellen<br />
Formenherstellung nutzt die „alte“ Technologie<br />
<strong>der</strong> Kompaktformfertigung, wie sie<br />
in den Anfängen des <strong>Feinguss</strong>es bei <strong>der</strong><br />
Herstellung von Dentalprothesen <strong>und</strong><br />
auch bei <strong>der</strong> Schmuckherstellung zum<br />
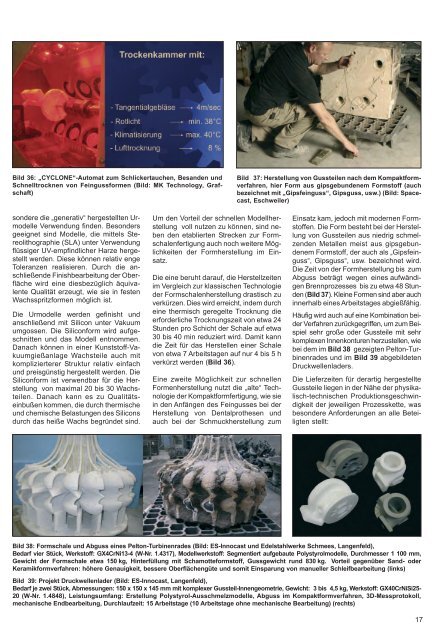
Bild 37: Herstellungvon Gussteilen nach dem Kompaktformverfahren,<br />
hier Form aus gipsgeb<strong>und</strong>enem Formstoff (auch<br />
bezeichnet mit „Gipsfeinguss“, Gipsguss, usw.) (Bild: Spacecast,<br />
Eschweiler)<br />
Einsatz kam, jedoch mit mo<strong>der</strong>nen Formstoffen.<br />
Die Form bestehtbei <strong>der</strong> Herstellung<br />
von Gussteilen aus niedrig schmelzenden<br />
Metallen meist aus gipsgeb<strong>und</strong>enem<br />
Formstoff, <strong>der</strong> auch als „Gipsfeinguss“,<br />
Gipsguss“, usw. bezeichnet wird.<br />
Die Zeit von <strong>der</strong> Formherstellung bis zum<br />
Abguss beträgt wegen eines aufwändigen<br />
Brennprozesses bis zu etwa 48 St<strong>und</strong>en<br />
(Bild 37). Kleine Formen sind aber auch<br />
innerhalb eines Arbeitstages abgießfähig.<br />
Häufig wird auch auf eine Kombination bei<strong>der</strong><br />
Verfahren zurückgegriffen, um zum Beispiel<br />
sehr große o<strong>der</strong> Gussteile mit sehr<br />
komplexen Innenkonturen herzustellen, wie<br />
bei dem im Bild 38 gezeigtenPelton-Turbinenrades<br />
<strong>und</strong> im Bild 39 abgebildeten<br />
Druckwellenla<strong>der</strong>s.<br />
Die Lieferzeiten für <strong>der</strong>artig hergestellte<br />
Gussteile liegen in <strong>der</strong> Nähe <strong>der</strong> physikalisch-technischenProduktionsgeschwindigkeit<br />
<strong>der</strong> jeweiligen Prozesskette, was<br />
beson<strong>der</strong>e Anfor<strong>der</strong>ungen an alle Beteiligten<br />
stellt:<br />
Bild 38: Formschale <strong>und</strong> Abguss eines Pelton-Turbinenrades (Bild: ES-Innocast <strong>und</strong> Edelstahlwerke Schmees, Langenfeld),<br />
Bedarf vier Stück, Werkstoff: GX4CrNi13-4 (W-Nr. 1.4317), Modellwerkstoff: Segmentiert aufgebaute Polystyrolmodelle, Durchmesser 1100 mm,<br />
Gewicht <strong>der</strong> Formschale etwa 150 kg, Hinterfüllung mit Schamotteformstoff, Gussgewicht r<strong>und</strong> 830 kg. Vorteil gegenüber Sand- o<strong>der</strong><br />
Keramikformverfahren: höhere Genauigkeit, bessere Oberflächengüte <strong>und</strong> somit Einsparung von manueller Schleifbearbeitung (links)<br />
Bild 39: Projekt Druckwellenla<strong>der</strong> (Bild: ES-Innocast, Langenfeld),<br />
Bedarf je zwei Stück, Abmessungen: 150 x150 x145 mm mit komplexer Gussteil-Innengeometrie, Gewicht: 3bis 4,5 kg, Werkstoff:GX40CrNiSi25-<br />
20 (W-Nr. 1.4848), Leistungsumfang: Erstellung Polystyrol-Ausschmelzmodelle, Abguss im Kompaktformverfahren, 3D-Messprotokoll,<br />
mechanische Endbearbeitung, Durchlaufzeit: 15 Arbeitstage (10 Arbeitstage ohne mechanische Bearbeitung) (rechts)<br />
17













