

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
- Heimwerkergeräte <strong>und</strong> Maschinen für<br />
das Handwerk,<br />
- Hydraulik- <strong>und</strong> Druckluftarmaturen,<br />
- Industrieöfen,<br />
- Jagd-, Sport- <strong>und</strong> an<strong>der</strong>e Waffen,<br />
- Kältemaschinen <strong>und</strong> physikalische<br />
Aggregate,<br />
- Kerntechnische Anlagen,<br />
- Laborgeräte,<br />
- Landmaschinen <strong>und</strong> an<strong>der</strong>e Fahrzeuge,<br />
- Lebensmittel verarbeitende Maschinen,<br />
- Leit- <strong>und</strong> Laufschaufeln für Gas- <strong>und</strong><br />
an<strong>der</strong>e Turbinen,<br />
- Luft- <strong>und</strong> Raumfahrt,<br />
- Medizinische Instrumente, Implantate<br />
für die Humanmedizin,<br />
- Meerwasser-Entsalzungsanlagen,<br />
- Mess-, Prüf-, Zähl-, Stempel- <strong>und</strong><br />
Nummeriergeräte,<br />
- Navigationsgeräte,<br />
- Optische <strong>und</strong> geodätische Geräte, Lasertechnik,<br />
- Richtfunk-, Radar- <strong>und</strong> astronomische<br />
Geräte,<br />
- Schalt-, Steuer- <strong>und</strong> Regelgeräte,<br />
- Schnellverschlüsse,<br />
- Schutz- <strong>und</strong> wehrtechnische Geräte<br />
<strong>und</strong> Systeme,<br />
- Spielzeug <strong>und</strong> Werbeartikel,<br />
- Sportartikel <strong>und</strong> Freizeitgeräte,<br />
- Textil-, Le<strong>der</strong>-, Holz- <strong>und</strong> Kunststoff<br />
verarbeitende Maschinen,<br />
- Triebwerke, Turbinen <strong>und</strong> Rotationsverdichter,<br />
- Verbrennungsmotorenteile, wie Wirbelkammern,<br />
Turbola<strong>der</strong>laufrä<strong>der</strong>,<br />
Kipphebel,<br />
- Waagen, Dosiergeräte <strong>und</strong> Abfüllmaschinen,<br />
- Wasseraufbereitungsanlagen,<br />
- Werkzeuge,<br />
- Werkzeugmaschinen.<br />
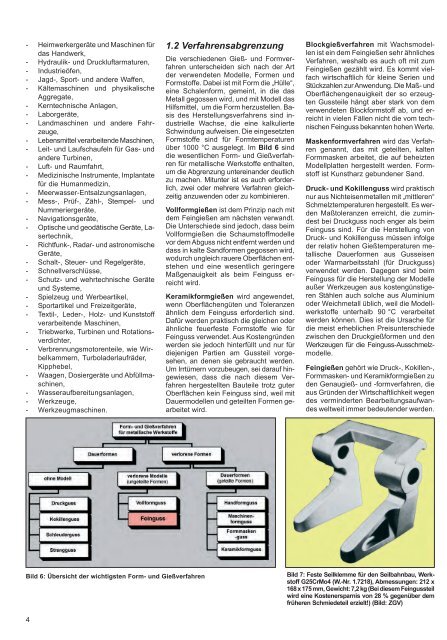
Bild 6: Übersicht <strong>der</strong> wichtigsten Form- <strong>und</strong> Gießverfahren<br />
4<br />
1.2 Verfahrensabgrenzung<br />
Die verschiedenen Gieß- <strong>und</strong> Formverfahren<br />
unterscheiden sich nach <strong>der</strong> Art<br />
<strong>der</strong> verwendeten Modelle, Formen <strong>und</strong><br />
Formstoffe. Dabeiist mit Form die „Hülle“,<br />
eine Schalenform, gemeint, in die das<br />
Metall gegossen wird, <strong>und</strong> mit Modell das<br />
Hilfsmittel, um die Form herzustellen. Basis<br />
des Herstellungsverfahrens sind industrielle<br />
Wachse, die eine kalkulierte<br />
Schwindungaufweisen. Die eingesetzten<br />
Formstoffe sind für Formtemperaturen<br />
über 1000 °C ausgelegt. Im Bild 6 sind<br />
die wesentlichen Form- <strong>und</strong> Gießverfahren<br />
für metallische Werkstoffe enthalten,<br />
um die Abgrenzung untereinan<strong>der</strong> deutlich<br />
zu machen. Mitunter ist es auch erfor<strong>der</strong>lich,<br />
zwei o<strong>der</strong> mehrere Verfahren gleichzeitig<br />
anzuwenden o<strong>der</strong> zu kombinieren.<br />
Vollformgießen ist dem Prinzip nach mit<br />
dem Feingießen am nächsten verwandt.<br />
Die Unterschiede sind jedoch, dass beim<br />
Vollformgießen die Schaumstoffmodelle<br />
vor dem Abguss nicht entfernt werden <strong>und</strong><br />
dass in kalte Sandformen gegossen wird,<br />
wodurch ungleich rauere Oberflächen entstehen<br />
<strong>und</strong> eine wesentlich geringere<br />
Maßgenauigkeit als beim <strong>Feinguss</strong> erreicht<br />
wird.<br />
Keramikformgießen wird angewendet,<br />
wenn Oberflächengüten <strong>und</strong> Toleranzen<br />
ähnlich dem <strong>Feinguss</strong> erfor<strong>der</strong>lich sind.<br />
Dafür werden praktisch die gleichen o<strong>der</strong><br />
ähnliche feuerfeste Formstoffe wie für<br />
<strong>Feinguss</strong> verwendet. Aus Kostengründen<br />
werden sie jedoch hinterfüllt <strong>und</strong> nur für<br />
diejenigen Partien am Gussteil vorgesehen,<br />
an denen sie gebraucht werden.<br />
Um Irrtümern vorzubeugen, sei darauf hingewiesen,<br />
dass die nach diesem Verfahren<br />
hergestellten Bauteile trotz guter<br />
Oberflächen kein <strong>Feinguss</strong> sind, weil mit<br />
Dauermodellen <strong>und</strong> geteilten Formen gearbeitet<br />
wird.<br />
Blockgießverfahren mit Wachsmodellen<br />
ist ein dem Feingießen sehr ähnliches<br />
Verfahren, weshalb es auch oft mit zum<br />
Feingießen gezählt wird. Es kommt vielfach<br />
wirtschaftlich für kleine Serien <strong>und</strong><br />
Stückzahlen zur Anwendung. Die Maß- <strong>und</strong><br />
Oberflächengenauigkeit <strong>der</strong> so erzeugten<br />
Gussteile hängt aber stark von dem<br />
verwendeten Blockformstoff ab, <strong>und</strong> erreicht<br />
invielen Fällen nicht die vom technischen<br />
<strong>Feinguss</strong> bekannten hohen Werte.<br />
Maskenformverfahren wird das Verfahren<br />
genannt, das mit geteilten, kalten<br />
Formmasken arbeitet, die auf beheizten<br />
Modellplatten hergestellt werden. Formstoff<br />
ist Kunstharz geb<strong>und</strong>ener Sand.<br />
Druck- <strong>und</strong> Kokillenguss wird praktisch<br />
nur aus Nichteisenmetallen mit „mittleren“<br />
Schmelztemperaturenhergestellt. Es werden<br />
Maßtoleranzen erreicht, die zumindest<br />
bei Druckguss noch enger als beim<br />
<strong>Feinguss</strong> sind. Für die Herstellung von<br />
Druck- <strong>und</strong> Kokillenguss müssen infolge<br />
<strong>der</strong> relativ hohen Gießtemperaturen metallische<br />
Dauerformen aus Gusseisen<br />
o<strong>der</strong> Warmarbeitsstahl (für Druckguss)<br />
verwendet werden. Dagegen sind beim<br />
<strong>Feinguss</strong> für die Herstellung <strong>der</strong> Modelle<br />
außer Werkzeugen aus kostengünstigeren<br />
Stählen auch solche aus Aluminium<br />
o<strong>der</strong> Weichmetall üblich, weil die Modellwerkstoffe<br />
unterhalb 90°C verarbeitet<br />
werden können. Dies ist die Ursache für<br />
die meist erheblichen Preisunterschiede<br />
zwischen den Druckgießformen <strong>und</strong> den<br />
Werkzeugen für die <strong>Feinguss</strong>-Ausschmelzmodelle.<br />
Feingießen gehört wie Druck-, Kokillen-,<br />
Formmasken- <strong>und</strong> Keramikformgießen zu<br />
den Genaugieß- <strong>und</strong> -formverfahren, die<br />
aus Gründen <strong>der</strong> Wirtschaftlichkeit wegen<br />
des vermin<strong>der</strong>ten Bearbeitungsaufwandes<br />
weltweit immer bedeuten<strong>der</strong> werden.<br />
Bild 7: Feste Seilklemme für den Seilbahnbau, WerkstoffG25CrMo4<br />
(W.-Nr.1.7218),Abmessungen: 212 x<br />
168 x175 mm, Gewicht: 7,2 kg (Bei diesem <strong>Feinguss</strong>teil<br />
wird eine Kostenersparnis von 28 %gegenüber dem<br />
früheren Schmiedeteil erzielt!) (Bild:ZGV)













