

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
III.Rapid Prototyping <strong>und</strong> Rapid Manufacturing<br />
Auf das Rapid Prototyping <strong>und</strong> Rapid Manufacturing<br />
von <strong>Feinguss</strong>teilen wurden<br />
bereits unter Kapitel 2.4 ausführlich eingegangen.<br />
Die zeitlich schnellere Umsetzung<br />
von Neukonstruktionenals Marketinginstrument<br />
bei vertretbaren Kosten ist<br />
ohne CAD-Datennutzung nicht möglich.<br />
Dieser Datensatz wird zur werkzeuglosen<br />
Herstellung von Wachsmodellen o<strong>der</strong><br />
Muttermodellen für die Vorserienwerkzeugfertigung<br />
in Feingießereien eingesetzt,<br />
die zur Prototypenfertigung von <strong>Feinguss</strong>teilen<br />
in Serienqualität zum Einsatz<br />
kommen (Bild 121). Wegen <strong>der</strong> Einsparungen<br />
<strong>der</strong> Werkzeugbearbeitungskosten ist<br />
diese Vorgehensweise oft sehr wirtschaftlich,<br />
aber vor allem zeitlich viel schneller.<br />
Das Feingießen ist verfahrensbedingt ein<br />
Serienverfahren. Durch die Anfertigung<br />
von für die Serienfertigung unattraktiven<br />
Stückzahlen (1 bis 50) lassen sich im Rapid<br />
Manufacturing mit Hilfe generativer<br />
Schichtaufbauverfahren <strong>und</strong> des 3D-<br />
Datensatzes des Bauteiles werkzeuglos<br />
zu oft günstigen Bedingungen auch Kleinserien<br />
fertigen.<br />
Von Interesse ist diese Vorgehensweise<br />
auch dann, wenn im Vorserienstadium,<br />
beispielsweise für eine spätere Druckgussfertigung,<br />
die ursprüngliche Konstruktion<br />
überprüft, optimiert <strong>und</strong> geän<strong>der</strong>t<br />
werden muss. Da so die erfor<strong>der</strong>lichen<br />
Än<strong>der</strong>ungen <strong>und</strong> Anpassungen<br />
bereits vor <strong>der</strong> Gießwerkzeugfertigung<br />
erfolgen können, lassen sich Zeit <strong>und</strong><br />
Kosten im Werkzeugbau einsparen. Das<br />
ist auch dann von Vorteil, wenn es sich<br />
um kleine Serien mit hohem Än<strong>der</strong>ungsaufwand<br />
o<strong>der</strong> Projekte mit hohen Entwicklungskosten<br />
handelt.<br />
IV. Vorhersage <strong>der</strong> Gussteileigenschaften<br />
Für höher belastete Bauteile sind Festigkeitsversuche<br />
<strong>und</strong> rechnerische Festigkeitsnachweise<br />
zu führen. Mit Hilfe des<br />
CAD-Datensatzes lassen spezielle Softwarelösungen<br />
heute bereits auch virtuell<br />
hochgradig die zu erwartenden Festigkeiten<br />
auf Basis einer Ermittlung örtlicher<br />
Spannungsverläufe vorhersagen <strong>und</strong> können<br />
damit bereits imBauteilentwicklungsprozess<br />
Berücksichtigung finden. Hierfür<br />
kommen die entsprechend gültigen Regelwerke<br />
zur Anwendung.<br />
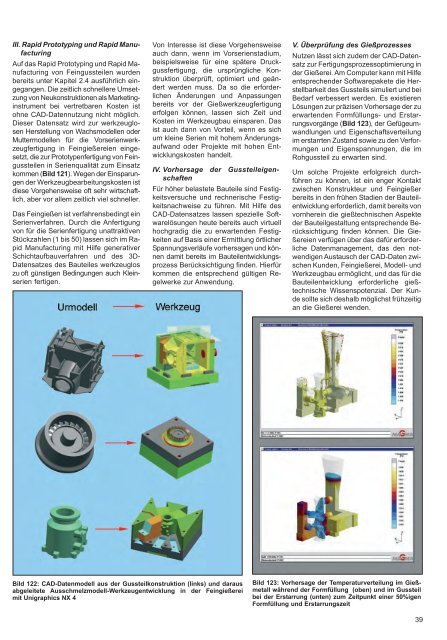
Bild 122: CAD-Datenmodell aus <strong>der</strong> Gussteilkonstruktion (links) <strong>und</strong> daraus<br />
abgeleitete Ausschmelzmodell-Werkzeugentwicklung in <strong>der</strong> Feingießerei<br />
mit Unigraphics NX4<br />
a)<br />
V. Überprüfung des Gießprozesses<br />
Nutzenlässtsich zudem<strong>der</strong> CAD-Datensatz<br />
zur Fertigungsprozessoptimierung in<br />
<strong>der</strong> Gießerei. Am Computer kann mit Hilfe<br />
entsprechen<strong>der</strong> Softwarepakete die Herstellbarkeit<br />
des Gussteils simuliert <strong>und</strong> bei<br />
Bedarf verbessert werden. Es existieren<br />
Lösungen zur präzisen Vorhersage <strong>der</strong> zu<br />
erwartenden Formfüllungs- <strong>und</strong> Erstarrungsvorgänge<br />
(Bild 123), <strong>der</strong> Gefügeumwandlungen<br />
<strong>und</strong> Eigenschaftsverteilung<br />
im erstarrten Zustand sowie zu den Verformungen<br />
<strong>und</strong> Eigenspannungen, die im<br />
Rohgussteil zu erwarten sind.<br />
Um solche Projekte erfolgreich durchführen<br />
zukönnen, ist ein enger Kontakt<br />
zwischen Konstrukteur <strong>und</strong> Feingießer<br />
bereits in den frühen Stadien <strong>der</strong> Bauteilentwicklung<br />
erfor<strong>der</strong>lich, damit bereitsvon<br />
vornherein die gießtechnischen Aspekte<br />
<strong>der</strong> Bauteilgestaltung entsprechende Berücksichtigung<br />
finden können. Die Gießereien<br />
verfügen über das dafür erfor<strong>der</strong>liche<br />
Datenmanagement, das den notwendigen<br />
Austausch <strong>der</strong> CAD-Daten zwischen<br />
K<strong>und</strong>en, Feingießerei, Modell- <strong>und</strong><br />
Werkzeugbau ermöglicht, <strong>und</strong> das für die<br />
Bauteilentwicklung erfor<strong>der</strong>liche gießtechnische<br />
Wissenspotenzial. Der K<strong>und</strong>e<br />
sollte sich deshalb möglichst frühzeitig<br />
an die Gießerei wenden.<br />
d)<br />
Bild 123: Vorhersage <strong>der</strong> Temperaturverteilung im Gießmetall<br />
während <strong>der</strong> Formfüllung (oben) <strong>und</strong> im Gussteil<br />
bei <strong>der</strong> Erstarrung (unten) zum Zeitpunkt einer 50%igen<br />
Formfüllung <strong>und</strong> Erstarrungszeit<br />
39













