

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
1.3 Merkmale<br />
CharakteristischeMerkmale, diediese erfolgreiche<br />
Entwicklung des industriellen<br />
Feingießensbeeinflussthaben, sind nachfolgend<br />
aufgeführt.<br />
I. Wirtschaftlichkeit<br />
Hier ist an erster Stelle die Wirtschaftlichkeit<br />
zu nennen. Nur rationelle Fertigungsmethoden<br />
können sich auf Dauer<br />
behaupten. Der <strong>Feinguss</strong> hat in den über<br />
sechzig Jahren seiner industriellen Nutzung<br />
sein Anwendungsspektrum mehr<br />
<strong>und</strong> mehr ausweiten können. So werden<br />
immer größere Gussteile, an<strong>der</strong>erseits<br />
immer schwieriger zu erschmelzende<br />
Legierungen feingegossen. Aufgr<strong>und</strong> seiner<br />
wirtschaftlichen Vorteile wird <strong>Feinguss</strong><br />
bei wertanalytischen Vergleichen<br />
zunehmend in Betracht gezogen ( Bild 7).<br />
Einen bedeutenden Entwicklungssprung in<br />
technischer <strong>und</strong> wirtschaftlicher Hinsicht<br />
konnte mit den günstig nutzbaren Rapid-<br />
Prototyping- <strong>und</strong> Rapid-Tooling-Verfahren<br />
erzielt werden, wodurch heute auch<br />
Kleinserien <strong>und</strong> Einzelteile mit Feingießen<br />
wirtschaftlich <strong>und</strong> schnell gefertigt<br />
werden können (Bild 8). Spezielle Wirtschaftlichkeitshinweise<br />
werden unter 4.1<br />
gegeben.<br />
II. Gestaltungsfreiheit<br />
Wie kein an<strong>der</strong>es Gießverfahren bietet<br />
Feingießen die Möglichkeit zum optimalen<br />
Gestalten (Bild 9). Durch <strong>Feinguss</strong> gerechtes<br />
<strong>Konstruieren</strong> werden oft technische<br />
Lösungen erreicht, die auf an<strong>der</strong>e<br />
Weise gar nicht o<strong>der</strong> zumindest wirtschaftlich<br />
nicht möglich sind. Einzelheiten<br />
hierzu sind im Kapitel 4„<strong>Konstruieren</strong> <strong>und</strong><br />
Gestalten“ dargelegt.<br />
III. Freie Werkstoffwahl<br />
Die im Kapitel 3genannte breite Werkstoff-<br />
<strong>und</strong> Legierungspalette bietet mit<br />
ihren vielfältigen technologischen Eigenschaften<br />
ein weites Anwendungsgebiet<br />
für die unterschiedlichsten Anfor<strong>der</strong>un-<br />
Bild 9: Feingegossener Zerstäuber für verbrennungstechnische<br />
Anlagen, Werkstoff EN AC-<br />
AISi7Mg0,3 (W.-Nr. EN AC-42100), Abmessungen:<br />
Dmr. 84x62mm, Gewicht: 82 g(Bild:<br />
<strong>Feinguss</strong> Blank, Riedlingen)<br />
a)<br />
b)<br />
c)<br />
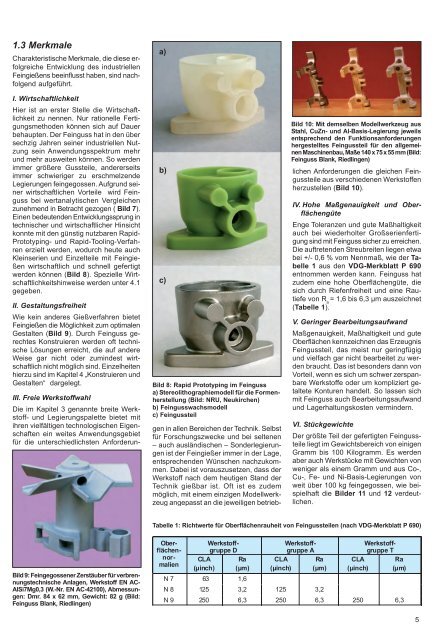
Bild 8: Rapid Prototyping im <strong>Feinguss</strong><br />
a) Stereolithographiemodell für die Formenherstellung<br />
(Bild: NRU, Neukirchen)<br />
b) <strong>Feinguss</strong>wachsmodell<br />
c) <strong>Feinguss</strong>teil<br />
gen in allen Bereichen <strong>der</strong> Technik. Selbst<br />
für Forschungszwecke <strong>und</strong> bei seltenen<br />
–auch ausländischen –Son<strong>der</strong>legierungen<br />
ist <strong>der</strong> Feingießer immer in <strong>der</strong> Lage,<br />
entsprechenden Wünschen nachzukommen.<br />
Dabei ist vorauszusetzen, dass <strong>der</strong><br />
Werkstoff nach dem heutigen Stand <strong>der</strong><br />
Technik gießbar ist. Oft ist es zudem<br />
möglich, mit einem einzigen Modellwerkzeug<br />
angepasst an die jeweiligen betrieb-<br />
I<br />
Bild 10: Mit demselben Modellwerkzeug aus<br />
Stahl, CuZn- <strong>und</strong> Al-Basis-Legierung jeweils<br />
entsprechend den Funktionsanfor<strong>der</strong>ungen<br />
hergestelltes <strong>Feinguss</strong>teil für den allgemeinen<br />
Maschinenbau, Maße 140 x75x55mm(Bild:<br />
<strong>Feinguss</strong> Blank, Riedlingen)<br />
lichen Anfor<strong>der</strong>ungen die gleichen <strong>Feinguss</strong>teile<br />
aus verschiedenen Werkstoffen<br />
herzustellen (Bild 10).<br />
IV.Hohe Maßgenauigkeit <strong>und</strong> Oberflächengüte<br />
Enge Toleranzen <strong>und</strong> gute Maßhaltigkeit<br />
auch bei wie<strong>der</strong>holter Großserienfertigung<br />
sind mit <strong>Feinguss</strong> sicher zu erreichen.<br />
Die auftretenden Streubreiten liegen etwa<br />
bei +/- 0,6 %vom Nennmaß, wie <strong>der</strong> Tabelle<br />
1 aus den VDG-Merkblatt P690<br />
entnommen werden kann. <strong>Feinguss</strong> hat<br />
zudem eine hohe Oberflächengüte, die<br />
sich durch Riefenfreiheit <strong>und</strong> eine Rautiefe<br />
von R a = 1,6 bis 6,3 μm auszeichnet<br />
(Tabelle 1).<br />
V. Geringer Bearbeitungsaufwand<br />
Maßgenauigkeit, Maßhaltigkeit <strong>und</strong> gute<br />
Oberflächenkennzeichnen das Erzeugnis<br />
<strong>Feinguss</strong>teil, das meist nur geringfügig<br />
<strong>und</strong> vielfach gar nicht bearbeitet zu werden<br />
braucht. Das ist beson<strong>der</strong>s dann von<br />
Vorteil, wenn es sich um schwer zerspanbare<br />
Werkstoffe o<strong>der</strong> um kompliziert getaltete<br />
Konturen handelt. So lassen sich<br />
mit <strong>Feinguss</strong> auch Bearbeitungsaufwand<br />
<strong>und</strong> Lagerhaltungskosten vermin<strong>der</strong>n.<br />
VI. Stückgewichte<br />
Der größte Teil <strong>der</strong> gefertigten <strong>Feinguss</strong>teileliegt<br />
im Gewichtsbereich von einigen<br />
Gramm bis 100 Kilogramm. Eswerden<br />
aber auch Werkstücke mit Gewichten von<br />
weniger als einem Gramm <strong>und</strong> aus Co-,<br />
Cu-, Fe- <strong>und</strong> Ni-Basis-Legierungen von<br />
weit über 100 kgfeingegossen, wie beispielhaft<br />
die Bil<strong>der</strong> 11 <strong>und</strong> 12 verdeutlichen.<br />
Tabelle 1: Richtwerte für Oberflächenrauheit von <strong>Feinguss</strong>teilen (nach VDG-Merkblatt P690)<br />
OberWerkstoffWerkstoffWerkstoffflächengruppe D<br />
gruppe A<br />
gruppe T<br />
normalien<br />
CLA<br />
(μinch)<br />
Ra<br />
(μm)<br />
CLA<br />
(μinch)<br />
Ra<br />
(μm)<br />
CLA<br />
(μinch)<br />
Ra<br />
(μm)<br />
N7 63 1,6<br />
N8 125 3,2 125 3,2<br />
N9 250 6,3 250 6,3 250 6,3<br />
5













