

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bild 88: Verschiedene Möglichkeiten zum Gestalten von gekrümmten Kanälen bei feingegossenen<br />
Gussteilen<br />
Bild 89: Ansicht <strong>und</strong> Schnittdurch einen Saugkörper für ein hydraulisches Aggregat aus dem<br />
Werkstoff EN-AC-AlSi7Mg0,3 (W.-Nr. ENAC-42100), Abmessungen: 77 x35x34mm, Gewicht:<br />
70 g, dessen eng dimensionierte Innenkonturen mit einem keramischen Kern ausgebildet<br />
werden. (Bild: <strong>Feinguss</strong> Blank, Riedlingen)<br />
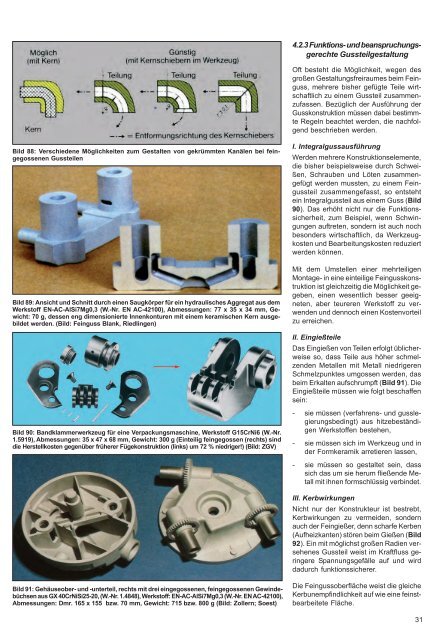
Bild 90: Bandklammerwerkzeug für eine Verpackungsmaschine, Werkstoff G15CrNi6 (W.-Nr.<br />
1.5919), Abmessungen: 35 x47x68mm, Gewicht: 300 g(Einteilig feingegossen (rechts) sind<br />
die Herstellkosten gegenüber frühererFügekonstruktion (links) um 72 %niedriger!) (Bild: ZGV)<br />
Bild 91: Gehäuseober- <strong>und</strong> -unterteil, rechtsmit drei eingegossenen, feingegossenen Gewindebüchsen<br />
aus GX 40CrNiSi25-20, (W.-Nr.1.4848), Werkstoff: EN-AC-AlSi7Mg0,3 (W.-Nr.ENAC-42100),<br />
Abmessungen: Dmr. 165 x155 bzw. 70mm, Gewicht: 715 bzw. 800 g(Bild: Zollern; Soest)<br />
4.2.3 Funktions- <strong>und</strong> beanspruchungsgerechte<br />
Gussteilgestaltung<br />
Oft besteht die Möglichkeit, wegen des<br />
großen Gestaltungsfreiraumes beim <strong>Feinguss</strong>,<br />
mehrere bisher gefügte Teile wirtschaftlich<br />
zu einem Gussteil zusammenzufassen.<br />
Bezüglich <strong>der</strong> Ausführung <strong>der</strong><br />
Gusskonstruktion müssen dabei bestimmte<br />
Regeln beachtet werden, die nachfolgend<br />
beschrieben werden.<br />
I. Integralgussausführung<br />
Werden mehrere Konstruktionselemente,<br />
die bisher beispielsweise durch Schweißen,<br />
Schrauben <strong>und</strong> Löten zusammengefügt<br />
werden mussten, zu einem <strong>Feinguss</strong>teil<br />
zusammengefasst, so entsteht<br />
ein Integralgussteil aus einem Guss (Bild<br />
90). Das erhöht nicht nur die Funktionssicherheit,<br />
zum Beispiel, wenn Schwingungen<br />
auftreten, son<strong>der</strong>n ist auch noch<br />
beson<strong>der</strong>s wirtschaftlich, da Werkzeugkosten<br />
<strong>und</strong> Bearbeitungskosten reduziert<br />
werden können.<br />
Mit dem Umstellen einer mehrteiligen<br />
Montage- in eine einteilige <strong>Feinguss</strong>konstruktionist<br />
gleichzeitig die Möglichkeit gegeben,<br />
einen wesentlich besser geeigneten,<br />
aber teureren Werkstoff zu verwenden<br />
<strong>und</strong> dennoch einen Kostenvorteil<br />
zu erreichen.<br />
II. Eingießteile<br />
Das Eingießen von Teilen erfolgt üblicherweise<br />
so, dass Teile aus höher schmelzenden<br />
Metallen mit Metall niedrigeren<br />
Schmelzpunktes umgossen werden, das<br />
beim Erkalten aufschrumpft (Bild 91). Die<br />
Eingießteile müssen wie folgt beschaffen<br />
sein:<br />
- sie müssen (verfahrens- <strong>und</strong> gusslegierungsbedingt)<br />
aus hitzebeständigen<br />
Werkstoffen bestehen,<br />
- sie müssen sich im Werkzeug <strong>und</strong> in<br />
<strong>der</strong> Formkeramik arretieren lassen,<br />
- sie müssen so gestaltet sein, dass<br />
sich das um sie herum fließende Metall<br />
mit ihnen formschlüssig verbindet.<br />
III. Kerbwirkungen<br />
Nicht nur <strong>der</strong> Konstrukteur ist bestrebt,<br />
Kerbwirkungen zu vermeiden, son<strong>der</strong>n<br />
auch <strong>der</strong> Feingießer,denn scharfe Kerben<br />
(Aufheizkanten) stören beim Gießen (Bild<br />
92). Ein mit möglichst großen Radien versehenes<br />
Gussteil weist im Kraftfluss geringere<br />
Spannungsgefälle auf <strong>und</strong> wird<br />
dadurch funktionssicherer.<br />
Die <strong>Feinguss</strong>oberfläche weist die gleiche<br />
Kerbunempfindlichkeit auf wie eine feinstbearbeitete<br />
Fläche.<br />
31













