

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
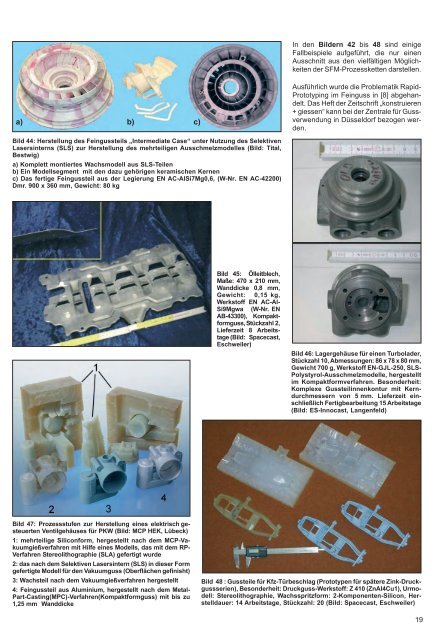
a) b) c)<br />
Bild 44: Herstellung des <strong>Feinguss</strong>teils „Intermediate Case“ unter Nutzung des Selektiven<br />
Lasersinterns (SLS) zur Herstellung des mehrteiligen Ausschmelzmodelles (Bild: Tital,<br />
Bestwig)<br />
a) Komplett montiertes Wachsmodell ausSLS-Teilen b) Ein Modellsegment mit den dazu gehörigen keramischen Kernen<br />
c) Das fertige <strong>Feinguss</strong>teil aus <strong>der</strong> Legierung EN AC-AlSi7Mg0,6, (W-Nr. ENAC-42200)<br />
Dmr. 900 x360 mm, Gewicht: 80 kg<br />
Bild 47: Prozessstufen zur Herstellung eines elektrisch gesteuerten<br />
Ventilgehäuses für PKW (Bild: MCP HEK, Lübeck)<br />
1: mehrteilige Siliconform, hergestellt nach dem MCP-Vakuumgießverfahren<br />
mit Hilfe eines Modells, das mit dem RP-<br />
Verfahren Stereolithographie (SLA) gefertigt wurde<br />
2: das nach dem Selektiven Lasersintern (SLS) in dieser Form<br />
gefertigte Modell für den Vakuumguss (Oberflächen gefinisht)<br />
3: Wachsteil nach dem Vakuumgießverfahren hergestellt<br />
4: <strong>Feinguss</strong>teil aus Aluminium, hergestellt nach dem Metal-<br />
Part-Casting(MPC)-Verfahren(Kompaktformguss) mit bis zu<br />
1,25 mm Wanddicke<br />
Bild 45: Ölleitblech,<br />
Maße: 470 x210 mm,<br />
Wanddicke 0,8 mm,<br />
Gewicht: 0,15 kg,<br />
Werkstoff EN AC-Al-<br />
Si9Mgwa (W-Nr. EN<br />
AB-43300), Kompaktformguss,<br />
Stückzahl 2,<br />
Lieferzeit 8 Arbeitstage<br />
(Bild: Spacecast,<br />
Eschweiler)<br />
In den Bil<strong>der</strong>n 42 bis 48 sind einige<br />
Fallbeispiele aufgeführt, die nur einen<br />
Ausschnitt aus den vielfältigen Möglichkeiten<br />
<strong>der</strong> SFM-Prozessketten darstellen.<br />
Ausführlich wurde die Problematik Rapid-<br />
Prototyping im <strong>Feinguss</strong> in [8] abgehandelt.<br />
Das Heft<strong>der</strong> Zeitschrift „konstruieren<br />
+giessen“ kann bei <strong>der</strong> Zentrale für Gussverwendung<br />
in Düsseldorf bezogen werden.<br />
Bild 46: Lagergehäuse für einen Turbola<strong>der</strong>,<br />
Stückzahl 10, Abmessungen: 86 x78x80mm,<br />
Gewicht 700 g, Werkstoff EN-GJL-250, SLS-<br />
Polystyrol-Ausschmelzmodelle, hergestellt<br />
im Kompaktformverfahren. Beson<strong>der</strong>heit:<br />
Komplexe Gussteilinnenkontur mit Kerndurchmessern<br />
von 5mm. Lieferzeit einschließlich<br />
Fertigbearbeitung15Arbeitstage<br />
(Bild: ES-Innocast, Langenfeld)<br />
Bild 48 :Gussteilefür Kfz-Türbeschlag (Prototypen für spätere Zink-Druckgussserien),<br />
Beson<strong>der</strong>heit: Druckguss-Werkstoff: Z410 (ZnAl4Cu1), Urmodell:<br />
Stereolithographie, Wachsspritzform: 2-Komponenten-Silicon, Herstelldauer:<br />
14 Arbeitstage, Stückzahl: 20 (Bild: Spacecast, Eschweiler)<br />
19













