

Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...
Feinguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
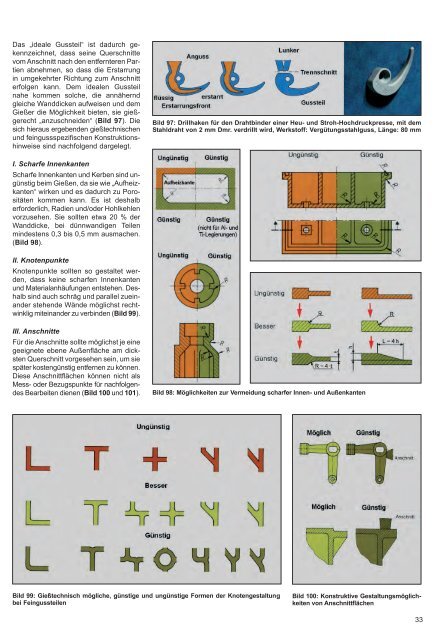
Das „ideale Gussteil“ ist dadurch gekennzeichnet,<br />
dass seine Querschnitte<br />
vom Anschnitt nach den entfernteren Partien<br />
abnehmen, sodass die Erstarrung<br />
in umgekehrter Richtung zum Anschnitt<br />
erfolgen kann. Dem idealen Gussteil<br />
nahe kommen solche, die annähernd<br />
gleiche Wanddicken aufweisen <strong>und</strong> dem<br />
Gießer die Möglichkeit bieten, sie gießgerecht<br />
„anzuschneiden“ (Bild 97). Die<br />
sich hieraus ergebenden gießtechnischen<br />
<strong>und</strong> feingussspezifischen Konstruktionshinweise<br />
sind nachfolgend dargelegt.<br />
I. Scharfe Innenkanten<br />
Scharfe Innenkanten <strong>und</strong> Kerben sind ungünstig<br />
beim Gießen, da sie wie „Aufheizkanten“<br />
wirken <strong>und</strong> es dadurch zu Porositäten<br />
kommen kann. Es ist deshalb<br />
erfor<strong>der</strong>lich, Radien <strong>und</strong>/o<strong>der</strong> Hohlkehlen<br />
vorzusehen. Sie sollten etwa 20 %<strong>der</strong><br />
Wanddicke, bei dünnwandigen Teilen<br />
mindestens 0,3 bis 0,5 mm ausmachen.<br />
(Bild 98).<br />
II. Knotenpunkte<br />
Knotenpunkte sollten so gestaltet werden,<br />
dass keine scharfen Innenkanten<br />
<strong>und</strong> Materialanhäufungen entstehen. Deshalb<br />
sind auch schräg <strong>und</strong> parallel zueinan<strong>der</strong><br />
stehende Wände möglichst rechtwinklig<br />
miteinan<strong>der</strong> zu verbinden (Bild 99).<br />
III. Anschnitte<br />
Für die Anschnitte sollte möglichst je eine<br />
geeignete ebene Außenfläche am dicksten<br />
Querschnitt vorgesehen sein, um sie<br />
später kostengünstig entfernen zu können.<br />
Diese Anschnittflächen können nicht als<br />
Mess- o<strong>der</strong> Bezugspunkte für nachfolgendes<br />
Bearbeitendienen (Bild 100 <strong>und</strong> 101).<br />
Bild 97: Drillhaken für den Drahtbin<strong>der</strong> einer Heu- <strong>und</strong> Stroh-Hochdruckpresse, mit dem<br />
Stahldraht von 2mmDmr. verdrillt wird, Werkstoff: Vergütungsstahlguss, Länge: 80 mm<br />
Bild 98: Möglichkeiten zur Vermeidung scharfer Innen- <strong>und</strong> Außenkanten<br />
Bild 99: Gießtechnisch mögliche, günstige <strong>und</strong> ungünstige Formen <strong>der</strong> Knotengestaltung<br />
bei <strong>Feinguss</strong>teilen<br />
Bild 100: Konstruktive Gestaltungsmöglichkeiten<br />
vonAnschnittflächen<br />
33













