2013 Water System Plan, Volume II - Seattle City Clerk's Office - City ...
2013 Water System Plan, Volume II - Seattle City Clerk's Office - City ...
2013 Water System Plan, Volume II - Seattle City Clerk's Office - City ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
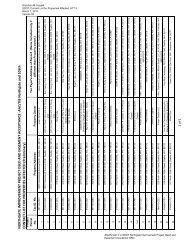
All steel pipe must have bonded coating for all soil conditions<br />
Additional corrosion protection may be required where stray current is present (i.e. rail transit)<br />
If bonded coating cannot be provided where required, pipe can be installed bare and additional anodes<br />
supplied at SPU engineer’s direction; impressed current cathodic protection may be required.<br />
5.6.8.2 Coatings<br />
Coating refers to products applied to the outside of pipes. Steel and ductile iron pipelines have<br />
different coating requirements. Before selecting a coating system, soil sampling (resistivity<br />
testing) should be completed to determine the corrosive nature of the soil.<br />
A. Steel Pipe Coatings<br />
All steel pipes must be coated. Several different coating options are available. The<br />
design engineer should use best judgment in deciding among coatings. Table 5-8 lists<br />
coating types found in the SPU water system in order of use and preference.<br />
Table 5-8 Steel Pipe Coating Types for SPU <strong>Water</strong> <strong>System</strong><br />
Coating<br />
Polyurethane<br />
Coating<br />
Fusion Bonded<br />
Epoxy (FBE)<br />
Paint Coatings<br />
Heat Shrink<br />
Wrap Sleeve<br />
Tape Coating<br />
Cementmortar<br />
Coating<br />
Coal-tar<br />
Enamel<br />
Coating<br />
Description<br />
SPU standard for steel pipe coating. This is a thin film bonded dielectric coating with<br />
both water and chemical resistance. It is typically factory-applied and thickness is<br />
customized to a specific application. Surface preparation and curing process is very<br />
critical.<br />
FBE is typically applied at the factory on the pipe, and field applied on the joints.<br />
Applied by heating the steel pipe, then blowing epoxy in powder form on the heated<br />
pipe. Generally considered one of the most durable coatings. Typically most costly.<br />
Paint systems work well with cathodic protection systems. Resilient and extremely<br />
abrasion resistant. Paint coatings are applied according to AWWA C210 and C218.<br />
Commonly used where there is minor damage to the existing coating or the extent of<br />
damage is small.<br />
Tubular sleeves that can provide effective coating protection around field-welded<br />
joints. It is field-applied. Known to be reliable and effective against thermal, chemical,<br />
and environmental attack. Economical due to ease of application and no need for<br />
primer.<br />
Most commonly specified dielectric coating systems. Has a good performance record<br />
at reasonable cost. Typical application includes 80-mil cold-applied plastic tape in three<br />
layers over a properly prepared steel surface.<br />
No longer used, but may be encountered on existing pipes. Chemically protects pipe<br />
from corrosion by providing an alkaline environment where oxidation of steel is<br />
inhibited. Can be applied in various thicknesses. Provides mechanical protection against<br />
handling and installation damage. Typical application thickness is 1inch.<br />
One of oldest methods to provide corrosion protection for steel pipelines. Coal-tar<br />
enamel is applied over a coal tar or synthetic primer. Application includes cleaning,<br />
priming, application of hot enamel, and covering of a fiberglass matte and/or felt outer<br />
wrap. Recommended application includes 7/32-inch coal tar with fiberglass reinforced<br />
mineral felt with heat-shrinkable cross-linked polyolefin sleeves at joints.<br />
B. Ductile Iron Pipe<br />
Due to its thickness, ductile iron pipe does not always need a coating. It generally only<br />
needs coating when soil conditions warrant. Soils should be tested to identify that need.<br />
For ductile iron pipe, the standard factory coating is an asphaltic coating approximately<br />
1-mm thick. This coating minimizes atmospheric oxidation, but provides no in-ground<br />
protection.<br />
Ductile iron pipe must conform to Standard Specification 9-30.2(1).<br />
5-38 SPU Design Standards and Guidelines