

CNC 8037 T - Operating manual - Fagor Automation
CNC 8037 T - Operating manual - Fagor Automation
CNC 8037 T - Operating manual - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Operating</strong> <strong>manual</strong><br />
6.2.4 "Additive handwheel" mode<br />
With <strong>manual</strong> intervention or additive handwheel, it is possible to move the axes <strong>manual</strong>ly while a<br />
program is being executed. Once this option is activated, use the handwheel to make a movement<br />
to be added to the one resulting from the automatic execution. This movement will be applied as<br />
if it were another zero offset.<br />
The general handwheel will be used as the additive handwheel. If there is no general handwheel,<br />
use the individual handwheel associated with the axis. Only one additive handwheel may be enabled<br />
at a time; the <strong>CNC</strong> will only attend to the first enabled handwheel.<br />
i<br />
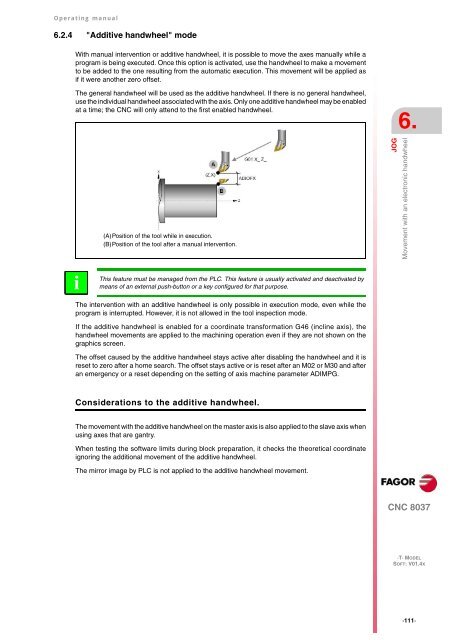
(A)Position of the tool while in execution.<br />
(B)Position of the tool after a <strong>manual</strong> intervention.<br />
This feature must be managed from the PLC. This feature is usually activated and deactivated by<br />
means of an external push-button or a key configured for that purpose.<br />
The intervention with an additive handwheel is only possible in execution mode, even while the<br />
program is interrupted. However, it is not allowed in the tool inspection mode.<br />
If the additive handwheel is enabled for a coordinate transformation G46 (incline axis), the<br />
handwheel movements are applied to the machining operation even if they are not shown on the<br />
graphics screen.<br />
The offset caused by the additive handwheel stays active after disabling the handwheel and it is<br />
reset to zero after a home search. The offset stays active or is reset after an M02 or M30 and after<br />
an emergency or a reset depending on the setting of axis machine parameter ADIMPG.<br />
Considerations to the additive handwheel.<br />
The movement with the additive handwheel on the master axis is also applied to the slave axis when<br />
using axes that are gantry.<br />
When testing the software limits during block preparation, it checks the theoretical coordinate<br />
ignoring the additional movement of the additive handwheel.<br />
The mirror image by PLC is not applied to the additive handwheel movement.<br />
6.<br />
JOG<br />
Movement with an electronic handwheel<br />
<strong>CNC</strong> <strong>8037</strong><br />
·T· MODEL<br />
SOFT: V01.4X<br />
·111·














