Ausfallmechanismen, Ausfallmodelle und ...
Ausfallmechanismen, Ausfallmodelle und ...
Ausfallmechanismen, Ausfallmodelle und ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4.1 SCHNEID-KLEMM-VERBINDUNGEN 77<br />
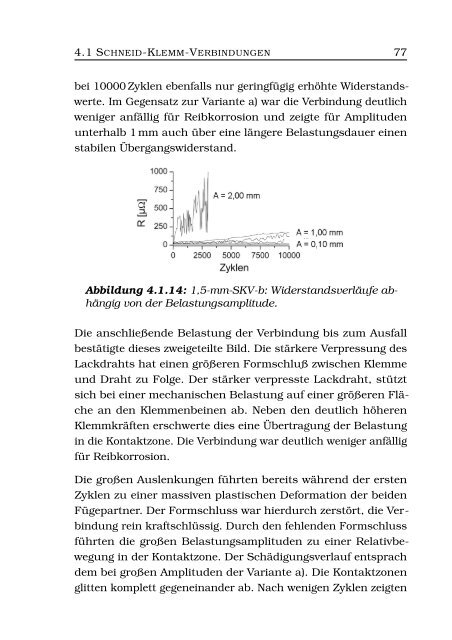
bei 10000 Zyklen ebenfalls nur geringfügig erhöhte Widerstandswerte.<br />
Im Gegensatz zur Variante a) war die Verbindung deutlich<br />
weniger anfällig für Reibkorrosion <strong>und</strong> zeigte für Amplituden<br />
unterhalb 1 mm auch über eine längere Belastungsdauer einen<br />
stabilen Übergangswiderstand.<br />
Abbildung 4.1.14: 1,5-mm-SKV-b: Widerstandsverläufe abhängig<br />
von der Belastungsamplitude.<br />
Die anschließende Belastung der Verbindung bis zum Ausfall<br />
bestätigte dieses zweigeteilte Bild. Die stärkere Verpressung des<br />
Lackdrahts hat einen größeren Formschluß zwischen Klemme<br />
<strong>und</strong> Draht zu Folge. Der stärker verpresste Lackdraht, stützt<br />
sich bei einer mechanischen Belastung auf einer größeren Fläche<br />
an den Klemmenbeinen ab. Neben den deutlich höheren<br />
Klemmkräften erschwerte dies eine Übertragung der Belastung<br />
in die Kontaktzone. Die Verbindung war deutlich weniger anfällig<br />
für Reibkorrosion.<br />
Die großen Auslenkungen führten bereits während der ersten<br />
Zyklen zu einer massiven plastischen Deformation der beiden<br />
Fügepartner. Der Formschluss war hierdurch zerstört, die Verbindung<br />
rein kraftschlüssig. Durch den fehlenden Formschluss<br />
führten die großen Belastungsamplituden zu einer Relativbewegung<br />
in der Kontaktzone. Der Schädigungsverlauf entsprach<br />
dem bei großen Amplituden der Variante a). Die Kontaktzonen<br />
glitten komplett gegeneinander ab. Nach wenigen Zyklen zeigten