Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
358 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
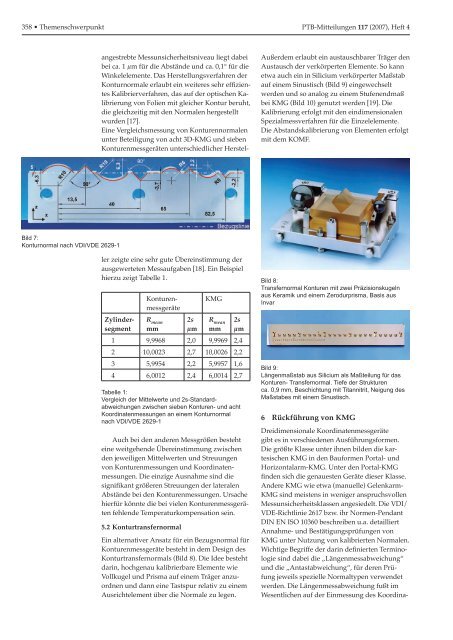
Bild 7:<br />
Konturnormal nach VDI/VDE 2629-1<br />
angestrebte Messunsicherheitsniveau liegt dabei<br />
bei ca. 1 µm für die Abstände und ca. 0,1° für die<br />
Winkelelemente. Das Herstellungsverfahren <strong>der</strong><br />
Konturnormale erlaubt ein weiteres sehr effizientes<br />
Kalibrierverfahren, das auf <strong>der</strong> optischen Kalibrierung<br />
von Folien mit gleicher Kontur beruht,<br />
die gleichzeitig mit den Normalen hergestellt<br />
wurden [17].<br />
Eine Vergleichsmessung von Konturennormalen<br />
unter Beteiligung von acht 3D-KMG und sieben<br />
Konturenmessgeräten unterschiedlicher Herstel-<br />
ler zeigte eine sehr gute Übereinstimmung <strong>der</strong><br />
ausgewerteten Messaufgaben [18]. Ein Beispiel<br />
hierzu zeigt Tabelle 1.<br />
Zylin<strong>der</strong>segment<br />
Konturenmessgeräte<br />
R mean<br />
mm<br />
2s<br />
µm<br />
KMG<br />
R mean<br />
mm<br />
2s<br />
µm<br />
1 9,9968 2,0 9,9969 2,4<br />
2 10,0023 2,7 10,0026 2,2<br />
3 5,9954 2,2 5,9957 1,6<br />
4 6,0012 2,4 6,0014 2,7<br />
Tabelle 1:<br />
Vergleich <strong>der</strong> Mittelwerte und 2s-Standard-<br />
abweichungen zwischen sieben Konturen- und acht<br />
Koordinatenmessungen an einem Konturnormal<br />
nach VDI/VDE 2629-1<br />
Auch bei den an<strong>der</strong>en Messgrößen besteht<br />
eine weitgehende Übereinstimmung zwischen<br />
den jeweiligen Mittelwerten und Streuungen<br />
von Konturenmessungen und Koordinatenmessungen.<br />
Die einzige Ausnahme sind die<br />
signifikant größeren Streuungen <strong>der</strong> lateralen<br />
Abstände bei den Konturenmessungen. Ursache<br />
hierfür könnte die bei vielen Konturenmessgeräten<br />
fehlende Temperaturkompensation sein.<br />
5.2 Konturtransfernormal<br />
Ein alternativer Ansatz für ein Bezugsnormal für<br />
Konturenmessgeräte besteht in dem Design des<br />
Konturtransfernorm<strong>als</strong> (Bild 8). Die Idee besteht<br />
darin, hochgenau kalibrierbare Elemente wie<br />
Vollkugel und Prisma auf einem Träger anzuordnen<br />
und dann eine Tastspur relativ zu einem<br />
Ausrichtelement über die Normale zu legen.<br />
Außerdem erlaubt ein austauschbarer Träger den<br />
Austausch <strong>der</strong> verkörperten Elemente. So kann<br />
etwa auch ein in Silicium verkörperter Maßstab<br />
auf einem Sinustisch (Bild 9) eingewechselt<br />
werden und so analog zu einem Stufenendmaß<br />
bei KMG (Bild 10) genutzt werden [19]. Die<br />
Kalibrierung erfolgt mit den eindimensionalen<br />
Spezialmessverfahren für die Einzelelemente.<br />
Die Abstandskalibrierung von Elementen erfolgt<br />
mit dem KOMF.<br />
Bild 8:<br />
Transfernormal Konturen mit zwei Präzisionskugeln<br />
aus Keramik und einem Zerodurprisma, Basis aus<br />
Invar<br />
Bild 9:<br />
Längenmaßstab aus Silicium <strong>als</strong> Maßteilung für das<br />
Konturen- Transfernormal. Tiefe <strong>der</strong> Strukturen<br />
ca. 0,9 mm, Beschichtung mit Titannitrit, Neigung des<br />
Maßstabes mit einem Sinustisch.<br />
6 Rückführung von KMG<br />
Dreidimensionale Koordinatenmessgeräte<br />
gibt es in verschiedenen Ausführungsformen.<br />
Die größte Klasse unter ihnen bilden die kartesischen<br />
KMG in den Bauformen Portal- und<br />
Horizontalarm-KMG. Unter den Portal-KMG<br />
finden sich die genauesten Geräte dieser Klasse.<br />
An<strong>der</strong>e KMG wie etwa (manuelle) Gelenkarm-<br />
KMG sind meistens in weniger anspruchsvollen<br />
Messunsicherheitsklassen angesiedelt. Die VDI/<br />
VDE-Richtlinie 2617 bzw. ihr Normen-Pendant<br />
DIN EN ISO 10360 beschreiben u.a. detailliert<br />
Annahme- und Bestätigungsprüfungen von<br />
KMG unter Nutzung von kalibrierten Normalen.<br />
Wichtige Begriffe <strong>der</strong> darin definierten Terminologie<br />
sind dabei die „Längenmessabweichung“<br />
und die „Antastabweichung“, für <strong>der</strong>en Prüfung<br />
jeweils spezielle Normaltypen verwendet<br />
werden. Die Längenmessabweichung fußt im<br />
Wesentlichen auf <strong>der</strong> Einmessung des Koordina-