Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
388 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
Bild 18:<br />
Messung von Kugeln (∅ 0,5 mm) mit unterschiedlicher<br />
Rauheit mit flächenhaft messenden Systemen.<br />
Vergleich des messbaren Winkelspektrums<br />
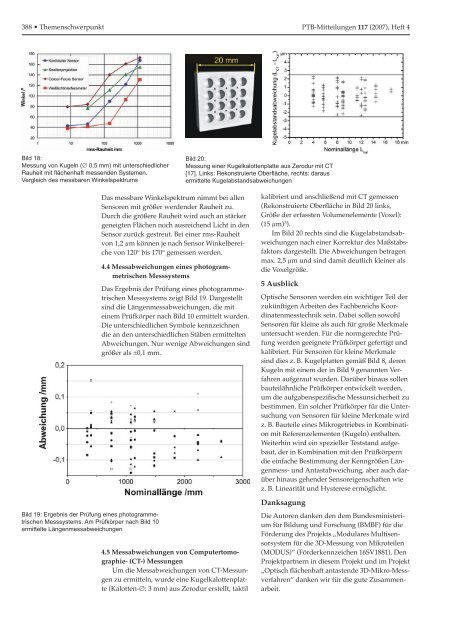
Bild 19: Ergebnis <strong>der</strong> Prüfung eines photogrammetrischen<br />
Messsystems. Am Prüfkörper nach Bild 10<br />
ermittelte Längenmessabweichungen<br />
Das messbare Winkelspektrum nimmt bei allen<br />
Sensoren mit größer werden<strong>der</strong> Rauheit zu.<br />
Durch die größere Rauheit wird auch an stärker<br />
geneigten Flächen noch ausreichend Licht in den<br />
Sensor zurück gestreut. Bei einer rms-Rauheit<br />
von 1,2 µm können je nach Sensor Winkelbereiche<br />
von 120° bis 170° gemessen werden.<br />
4.4 Messabweichungen eines photogrammetrischen<br />
Messsystems<br />
Das Ergebnis <strong>der</strong> Prüfung eines photogrammetrischen<br />
Messsystems zeigt Bild 19. Dargestellt<br />
sind die Längenmessabweichungen, die mit<br />
einem Prüfkörper nach Bild 10 ermittelt wurden.<br />
Die unterschiedlichen Symbole kennzeichnen<br />
die an den unterschiedlichen Stäben ermittelten<br />
Abweichungen. Nur wenige Abweichungen sind<br />
größer <strong>als</strong> ±0,1 mm.<br />
4.5 Messabweichungen von Computertomographie-<br />
(CT-) Messungen<br />
Um die Messabweichungen von CT-Messungen<br />
zu ermitteln, wurde eine Kugelkalottenplatte<br />
(Kalotten-∅: 3 mm) aus Zerodur erstellt, taktil<br />
Bild 20:<br />
Messung einer Kugelkalottenplatte aus Zerodur mit CT<br />
[17]. Links: Rekonstruierte Oberfläche, rechts: daraus<br />
ermittelte Kugelabstandsabweichungen<br />
kalibriert und anschließend mit CT gemessen<br />
(Rekonstruierte Oberfläche in Bild 20 links,<br />
Größe <strong>der</strong> erfassten Volumenelemente (Voxel):<br />
(15 µm) 3 ).<br />
Im Bild 20 rechts sind die Kugelabstandsabweichungen<br />
nach einer Korrektur des Maßstabsfaktors<br />
dargestellt. Die Abweichungen betragen<br />
max. 2,5 µm und sind damit deutlich kleiner <strong>als</strong><br />
die Voxelgröße.<br />
5 Ausblick<br />
Optische Sensoren werden ein wichtiger Teil <strong>der</strong><br />
zukünftigen Arbeiten des Fachbereichs <strong>Koordinatenmesstechnik</strong><br />
sein. Dabei sollen sowohl<br />
Sensoren für kleine <strong>als</strong> auch für große Merkmale<br />
untersucht werden. Für die normgerechte Prüfung<br />
werden geeignete Prüfkörper gefertigt und<br />
kalibriert. Für Sensoren für kleine Merkmale<br />
sind dies z. B. Kugelplatten gemäß Bild 8, <strong>der</strong>en<br />
Kugeln mit einem <strong>der</strong> in Bild 9 genannten Verfahren<br />
aufgeraut wurden. Darüber hinaus sollen<br />
bauteilähnliche Prüfkörper entwickelt werden,<br />
um die aufgabenspezifische Messunsicherheit zu<br />
bestimmen. Ein solcher Prüfkörper für die Untersuchung<br />
von Sensoren für kleine Merkmale wird<br />
z. B. Bauteile eines Mikrogetriebes in Kombination<br />
mit Referenzelementen (Kugeln) enthalten.<br />
Weiterhin wird ein spezieller Teststand aufgebaut,<br />
<strong>der</strong> in Kombination mit den Prüfkörpern<br />
die einfache Bestimmung <strong>der</strong> Kenngrößen Längenmess-<br />
und Antastabweichung, aber auch darüber<br />
hinaus gehen<strong>der</strong> Sensoreigenschaften wie<br />
z. B. Linearität und Hysterese ermöglicht.<br />
Danksagung<br />
Die Autoren danken den dem Bundesministerium<br />
für Bildung und Forschung (BMBF) für die<br />
För<strong>der</strong>ung des Projekts „Modulares Multisensorsystem<br />
für die 3D-Messung von Mikroteilen<br />
(MODUS)“ (För<strong>der</strong>kennzeichen 16SV1881). Den<br />
Projektpartnern in diesem Projekt und im Projekt<br />
„Optisch flächenhaft antastende 3D-Mikro-Messverfahren“<br />
danken wir für die gute Zusammenarbeit.