Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
368 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
Bild 2:<br />
Datenfluss im Virtuellen<br />
KMG<br />
schwarz: „klassischer“<br />
Datenfluss<br />
grau: Datenfluss durch<br />
die Virtuelle KMG-<br />
Software<br />
tolerierte Oberfläche des gemessenen Merkm<strong>als</strong><br />
aufnehmen. Dies ist auch bei scannenden KMG<br />
nur in einzelnen Schnitten annährend möglich.<br />
Die Größe des Unsicherheitsbeitrags hängt von<br />
den Form- und Rauheitsabweichungen des<br />
Merkm<strong>als</strong>, <strong>der</strong> Punktanzahl und <strong>der</strong> Punktverteilung<br />
ab. Die Simulation bietet prinzipiell<br />
die Möglichkeit zur Berücksichtigung dieses<br />
Einflusses. Ihre Einbeziehung ist aber zur Zeit<br />
noch Gegenstand <strong>der</strong> Entwicklung in <strong>der</strong> <strong>PTB</strong><br />
und für Anwen<strong>der</strong> noch nicht verfügbar (vergl.<br />
Abschnitt 7).<br />
Für die Anwendung des Verfahrens in akkreditierten<br />
Laboratorien hat man zunächst die Vereinbarung<br />
getroffen, dass <strong>der</strong> im Kalibrierschein<br />
angegebene Wert sich auf eine genau dokumentierte<br />
Punktverteilung bezieht, die zwischen<br />
Kunden und Kalibrierlabor abgestimmt werden<br />
muss. Diese muss dann im Kalibrierschein sorgfältig<br />
dokumentiert sein. Durch diese exakte<br />
Definition <strong>der</strong> Messgröße ist <strong>der</strong> Einfluss <strong>der</strong><br />
Formabweichung auf das Messergebnis eliminiert.<br />
Dieses Verfahren ist analog zu klassischen<br />
dimensionellen Kalibrierungen, wie z.B. beim<br />
Endmaß o<strong>der</strong> beim Lehrring.<br />
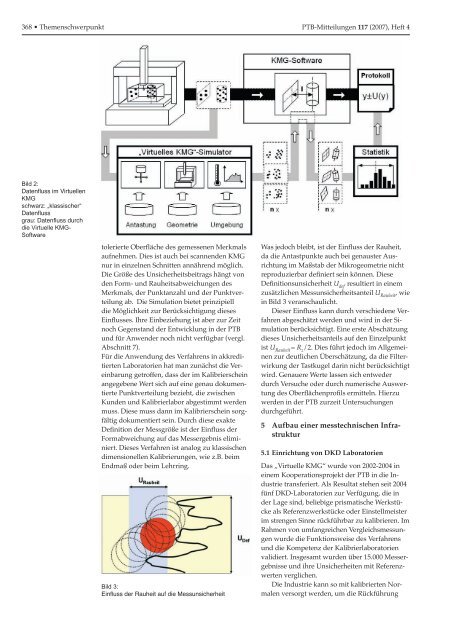
Bild 3:<br />
Einfluss <strong>der</strong> Rauheit auf die Messunsicherheit<br />
Was jedoch bleibt, ist <strong>der</strong> Einfluss <strong>der</strong> Rauheit,<br />
da die Antastpunkte auch bei genauster Ausrichtung<br />
im Maßstab <strong>der</strong> Mikrogeometrie nicht<br />
reproduzierbar definiert sein können. Diese<br />
Definitionsunsicherheit U def resultiert in einem<br />
zusätzlichen Messunsicherheitsanteil U Rauheit , wie<br />
in Bild 3 veranschaulicht.<br />
Dieser Einfluss kann durch verschiedene Verfahren<br />
abgeschätzt werden und wird in <strong>der</strong> Simulation<br />
berücksichtigt. Eine erste Abschätzung<br />
dieses Unsicherheitsanteils auf den Einzelpunkt<br />
ist U Rauheit = R z /2. Dies führt jedoch im Allgemeinen<br />
zur deutlichen Überschätzung, da die Filterwirkung<br />
<strong>der</strong> Tastkugel darin nicht berücksichtigt<br />
wird. Genauere Werte lassen sich entwe<strong>der</strong><br />
durch Versuche o<strong>der</strong> durch numerische Auswertung<br />
des Oberflächenprofils ermitteln. Hierzu<br />
werden in <strong>der</strong> <strong>PTB</strong> zurzeit Untersuchungen<br />
durchgeführt.<br />
5 Aufbau einer messtechnischen Infrastruktur<br />
5.1 Einrichtung von DKD Laboratorien<br />
Das „Virtuelle KMG“ wurde von 2002-2004 in<br />
einem Kooperationsprojekt <strong>der</strong> <strong>PTB</strong> in die Industrie<br />
transferiert. Als Resultat stehen seit 2004<br />
fünf DKD-Laboratorien zur Verfügung, die in<br />
<strong>der</strong> Lage sind, beliebige prismatische Werkstücke<br />
<strong>als</strong> Referenzwerkstücke o<strong>der</strong> Einstellmeister<br />
im strengen Sinne rückführbar zu kalibrieren. Im<br />
Rahmen von umfangreichen Vergleichsmessungen<br />
wurde die Funktionsweise des Verfahrens<br />
und die Kompetenz <strong>der</strong> Kalibrierlaboratorien<br />
validiert. Insgesamt wurden über 15.000 Messergebnisse<br />
und ihre Unsicherheiten mit Referenzwerten<br />
verglichen.<br />
Die Industrie kann so mit kalibrierten Normalen<br />
versorgt werden, um die Rückführung