Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
376 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
Für jede Position des LaserTRACERs wird die<br />
Maschine durch ein räumliches Raster bewegt,<br />
das entlang <strong>der</strong> Bewegungsachsen ausgerichtet<br />
ist. Das Raster muss dabei nicht notwendigerweise<br />
aus einer einzelnen Position das gesamte<br />
Arbeitsvolumen abdecken, überlappende<br />
Messungen aus verschiedenen Positionen sind<br />
ebenso möglich. In jedem Raster-Messpunkt hält<br />
die Maschine kurz an und die entsprechende<br />
Messlänge wird vom Messsystem zusammen<br />
mit den Maschinenkoordinaten abgespeichert.<br />
Üblicherweise (je nach Stützstellendichte und<br />
Maschinengröße) werden so aus je<strong>der</strong> Position<br />
200–400 Messpunkte angefahren. Dies dauert je<br />
nach Maschinentyp etwa 10–30 Minuten. Um<br />
genügend Informationen für die vollständige parametrische<br />
Analyse <strong>der</strong> Maschine zu ermitteln,<br />
müssen aus 4–6 Positionen Längenmessungen<br />
durchgeführt werden. Je nach Größe <strong>der</strong> untersuchten<br />
Maschine und <strong>der</strong> Stützstellendichte<br />
dauert die Erfassung damit 1–4 Stunden.<br />
4.2 Auswertung<br />
Grundlage <strong>der</strong> Auswertung ist die Bildung eines<br />
linearisierten Gleichungssystems, das die<br />
kinematischen Abweichungen <strong>der</strong> Maschine in<br />
Relation zu den beobachteten Verschiebungen<br />
des Laserinterferometers setzt. Bei bekannten<br />
(gemessenen) Verschiebungen des Interferometers<br />
können dann durch numerische Gleichungslöser<br />
die kinematischen Parameter berechnet<br />
werden. Bei dem entwickelten Verfahren werden<br />
die Längenmessungen näherungsweise an festen<br />
Rasterpunkten <strong>der</strong> Maschinenachsen aufgenommen,<br />
so dass sich eindeutige Zuordnungen <strong>der</strong><br />
Abweichungen zu den Achspositionen bilden<br />
lassen. Im Allgemeinen entstehen so lineare Gleichungssysteme<br />
mit ca. 3000 × 400 Elementen, die<br />
durch mo<strong>der</strong>ne Algorithmen und handelsübliche<br />
Rechentechnik in wenigen Sekunden gelöst<br />
werden können. Das Ergebnis sind die kinematischen<br />
Abweichungen des Systems <strong>als</strong> Kennlinien<br />
in Abhängigkeit <strong>der</strong> einzelnen Achspositionen.<br />
Zusätzlich können auf Grundlage einfacher<br />
Unsicherheitsmodelle für die interferometrische<br />
Längenmessung durch integrierte Monte-Carlo<br />
Berechnungen Messunsicherheiten für die errechneten<br />
kinematischen Parameter bestimmt<br />
werden [14]. Diese Unsicherheiten dienen zum<br />
einen <strong>der</strong> Optimierung <strong>der</strong> Messstrategie (Anzahl<br />
<strong>der</strong> Lasertracker-Positionen, Verfahrwege,<br />
Stützstellendichte). Zusätzlich können die so<br />
berechneten Fehlerbalken auch zur optimierten<br />
Spline-Interpolation für die Erstellung von Korrekturdaten<br />
verwendet werden.<br />
4.3 Ergebnisse<br />
Die erste experimentelle Validierung des Verfahrens<br />
fand am National Physical Laboratory<br />
(NPL) an einem hochgenauen KMG mit einem<br />
Messvolumen von 1200 mm x 1000 mm x<br />
600 mm statt. Das Gerät stand unter guten Messraumbedingungen.<br />
Die Messungen wurden<br />
mit einem selbst entwickelten Lasertracker des<br />
NPL durchgeführt, <strong>der</strong> wie <strong>der</strong> oben beschriebene<br />
LaserTRACER eine optische Referenzkugel<br />
besitzt [15].<br />
Die Ergebnisse wurden mit einem unabhängigen<br />
Verfahren verglichen, bei dem die Fehlerparameter<br />
auf <strong>der</strong> Basis von Messungen an<br />
hochgenauen Zerodurplatten bestimmt werden<br />
[9, 10]. Beide Verfahren zeigten eine sehr gute<br />
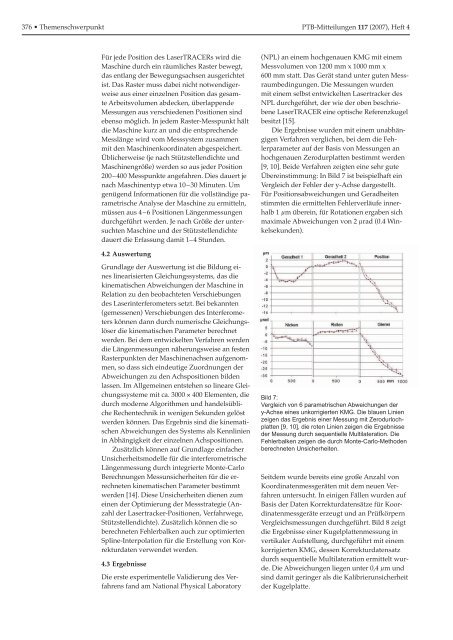
Übereinstimmung: In Bild 7 ist beispielhaft ein<br />
Vergleich <strong>der</strong> Fehler <strong>der</strong> y-Achse dargestellt.<br />
Für Positionsabweichungen und Geradheiten<br />
stimmten die ermittelten Fehlerverläufe innerhalb<br />
1 µm überein, für Rotationen ergaben sich<br />
maximale Abweichungen von 2 µrad (0.4 Winkelsekunden).<br />
Bild 7:<br />
Vergleich von 6 parametrischen Abweichungen <strong>der</strong><br />
y-Achse eines unkorrigierten KMG. Die blauen Linien<br />
zeigen das Ergebnis einer Messung mit Zerodurlochplatten<br />
[9, 10], die roten Linien zeigen die Ergebnisse<br />
<strong>der</strong> Messung durch sequentielle Multilateration. Die<br />
Fehlerbalken zeigen die durch Monte-Carlo-Methoden<br />
berechneten Unsicherheiten.<br />
Seitdem wurde bereits eine große Anzahl von<br />
Koordinatenmessgeräten mit dem neuen Verfahren<br />
untersucht. In einigen Fällen wurden auf<br />
Basis <strong>der</strong> Daten Korrekturdatensätze für Koordinatenmessgeräte<br />
erzeugt und an Prüfkörpern<br />
Vergleichsmessungen durchgeführt. Bild 8 zeigt<br />
die Ergebnisse einer Kugelplattenmessung in<br />
vertikaler Aufstellung, durchgeführt mit einem<br />
korrigierten KMG, dessen Korrekturdatensatz<br />
durch sequentielle Multilateration ermittelt wurde.<br />
Die Abweichungen liegen unter 0,4 µm und<br />
sind damit geringer <strong>als</strong> die Kalibrierunsicherheit<br />
<strong>der</strong> Kugelplatte.